نرم افزار mastercam
ماشین کاری دو بعدی pocket در نرم افزار مسترکم
ماشین کاری دو بعدی pocket
در پاکت تراشی بیشتر گزینه ها شبیه به کانتور تراشی است که قبلا توضیح داده شده است پس از بازگو کردن آنها صرفنظر کرده و فقط به توضیح قسمت های جدید می پردازیم.
- Tool path type
- Tool
- Holder
- Cut parameters A
- Roughing B
- Entry motion C
- Finishing D
- Lead in/out
بررسی گزینه Cut parameters :A در ماشین کاری دو بعدی

- Machin direction
- Climp : مخالف
- موافق: Convertional
این گزینه جهت ماشین کاری را مشخص می کند که اگر climpفعال باشد جهت ماشین کاری طوری انتخاب می شود که جهت چرخش ابزار مخالف باشد(فرزکاری مخالف) و اگر convertionalفعال باشد جهت ماشین کاری طوری انتخاب می شود که جهت چرخش ابزار موافق باشد.
بررسی گزینه Roughing :B در ماشین کاری دو بعدی
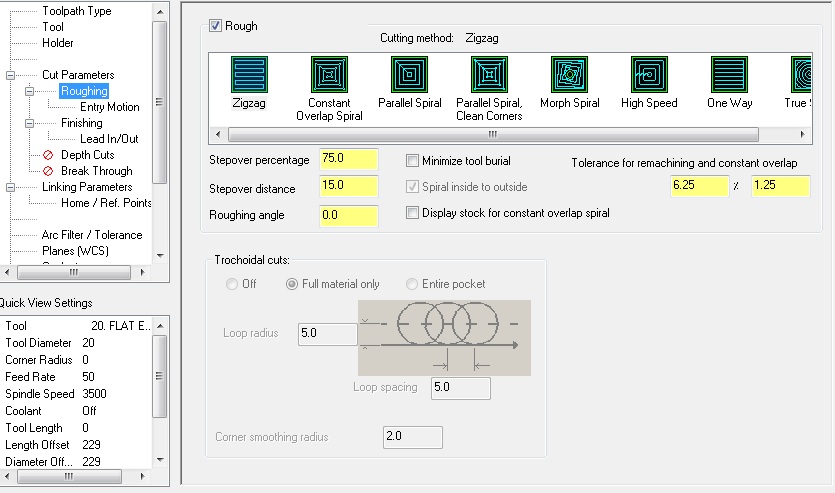
Cutting method: مدل های براده برداری را مشخص می کند (نوع ماشینکاری)
Stepover percentage: این پارامتر فاصله بین پاسهای بعدی بر اساس درصدی از قطر ابزار را تعیین می کند
Stepover distance: این پارامتر فاصله بین دو پاس را بر اساس مقدار یا اندازه معین می کند
Boughing angle: زاویه پاسهای خشن کاری را مشخص می کند که تنها در مورد روشهای zigzag ,one way مورد استفاده قرار می گیرد
Minimize tool burial: اگر این گزینه فعال باشد ابتدا اطراف جریره ماشین کاری می شود بعد وسط و اگر غیرفعال باشد برعکس عمل می کند
Spiral inside to out: برای روشهایی که باعث می شود مسیر از داخل به خارج صورت بگیرد
[private_content]
بررسی گزینه Entry motion :C در ماشین کاری دو بعدی
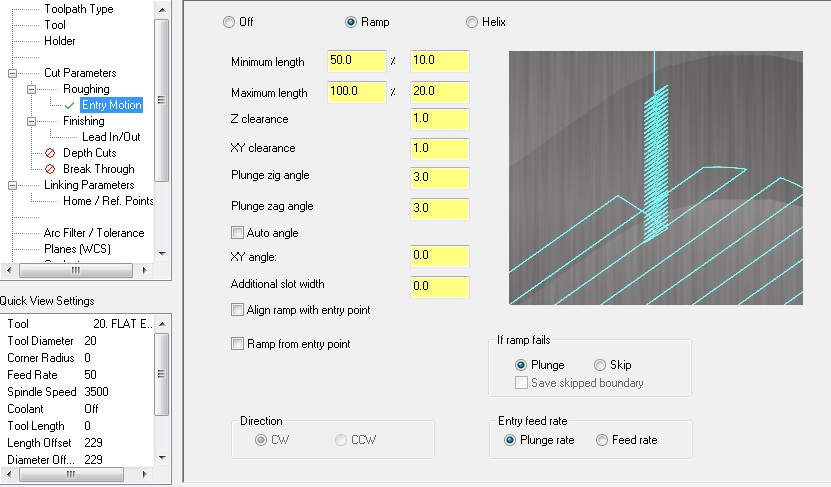
این قسمت نحوه نزدیک شدن و ورود ابزار به قطعه کار را (به صورت مارپیچ یا شیبدار) تعیین میکند
Helix ramp off : اگر offفعال باشد ابزار به صورت عمودی به داخل قطعه نفوذ می کند که این کار معمولا صورت نمی گیرد چون احتمال شکست ابزار وجود دارد
اگر گزینه ramp فعال باشد ابزار به صورت شیب دار و حرکت رفت و برگشتی به کار نفوذ می کند اگر گزینه ی helix فعال باشد ابزار به صورت کمانی به کار نفوذ می کنند.
بررسی گزینه Finishing 😀 در ماشین کاری دو بعدی
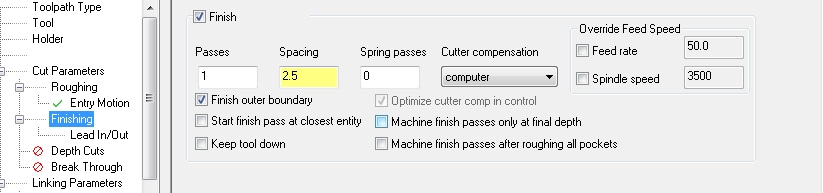
Passes: تعداد مراحل پرداختکاری را مشخص می کند
Spacing: مقدار پاس های پرداخت
Spring passes: تکرار تعداد مراحل پرداخت در مسیر آخر (یعنی روی مسیر آخر دوباره حرکت می کند)
Cutter compensation : اصلاح مسیر ابزار
Override feed speed
Feed rate,spindle speed: این گزینه سرعت پیشروی و سرعت دوران اسپیندل را در هنگام پرداختکاری تعیین می کند
Finish outer boundary: مسیر انتهایی پرداخت از میان می رود(برای خشنکاری)
Stare finish pass at closet entity: پاکتها را با نزدیکترین نقطه انتهایی شروع می کند (در انتهای مسیر خشن کاری)
Keep tool down: پایین نگه داشتن ابزار در پایان مرحله خشنکاری و ابتدای پرداخت
Optimize cutter comp in control: از کمانهایی که شعاعشان کوچکتر یا مساوی باشد جلوگیری می کند ( فقط در contourمورد استفاده قرار می گیرد)
Machine finish passes only at final depth : باعث می شود که پرداختکاری فقط در عمق نهایی صورت می گیرد
Machine finish passes after roughing all packets : باعث می شود که در هر پاکت بر روی قطعه کار حتما عملیات پرداخت صورت گیرد
[/private_content]