نرم افزار mastercam
ماشین کاری سه بعدی surface rough در mastercam بخش دوم
در بخش قبلی با عنوان ماشین کاری سه بعدی surface rough در mastercam بخش اول برخی موارد مربوط به نحوه ی انجام ماشین کاری سه بعدی در نرم افزار مسترکم بیان شد، که در این بخش از وب سایت مهندس گرام به ادامه این مبحث می پردازیم.
4- بخش Pocket parameters در مسترکم
که در ادامه تصویر این پنجره را میتوانید ملاحضه کنید :
- A-cutting method
- B-stepover pereentageC-stepove distance
- D-boughing angle
- E-passes
- F-spacin
- G-spring passes
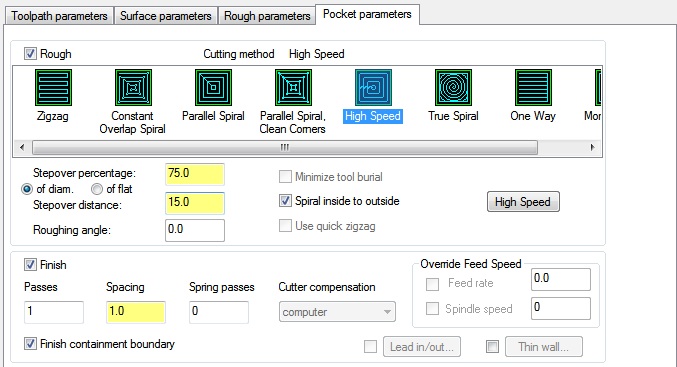
A- نوع مدل یا براده برداری را مشخص می کند
B- مقدار فاصله بین پاسهای بعدی را بر اساس درصدی از قطر ابزار مشخص می کند
C- مقدار فاصله پاسها را بر اساس میلیمتر تعیین می کند(یعنی ابزار چه مقدار برای پاس بعدی حرکت کرده و پاس بعدی را انجام می دهد)
D- زاویه پاسهای خشن کاری را مشخص می کند که تنها در مورد روش های zig zag و one wayفعال می شود
E- تعداد مراحل پرداختکاری را مشخص می کند
F- مقدار هر مرحله پرداختکاری را مشخص می کند
G- در صورت لزوم می توان دستور داد که ابزار مرحله آخر را چند بار تکرار کند تا پرداخت بهتر صورت گیرد.
Surface rough >> contoure
پس از پیروی از دستورات tool paths surface rough contour و زدن علامت تیک ( √ )، صفحه ای که می خواهیم ماشینکاری شود را انتخاب کرده و کلید enter را می زنیم.
سپس همانند آنچه که در قسمت pocketذکر شد عمل می کنیم.
(( محدوده ماشین کاری را بر اساس مستطیلی که قبلا کشیدیم انتخاب کرده و کلید تیک ( √ ) را می زنیم))
مشاهده می کنیم که پنجره تنظیمات یعنی پنجره surface rough contourباز شده و همچنین می بینیم که بیشتر پارامترهای تنظیم همانند قسمتpocket می باشد.
پنجره surface rough contour به صورت زیر است:

1- Toolpath parameters
در این قسمت ابزار مورد نظر را انتخاب کرده وتنظیمات لازم را انجام میدهیم.
-در اینجا فقط مروری بر پارامترهای مهم می کنیم
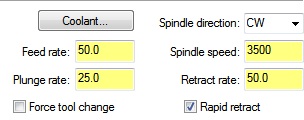
(Coolant (A : این قسمت مربوط به مایه خنک کننده است.
( spindeldirection (B : جهت چرخش اسپیندل رامشخص میکند که به اینصورت است.
پادساعتگرد : ccw
ساعتگرد: cw
(Feed rate (C : سرعت پیشروی را مشخص میکند.
(Spindelspeed (D: سرعت اسپیندل را مشخص میکند.
(Plangerate (E: سرعت ورود ابزار به قطعه کار را تعیین میکند.
(Retract rate (F: سرعت خروج ابزار از قطعه کار را تعیین میکند.
(Surface parameters(2
این پنجره قبلا در قسمت pocket ذکر شده است.
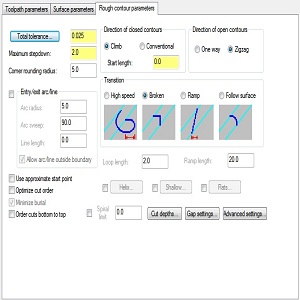
(Rogh contour parameters (3
این پنجره به صورت زیر میباشد.
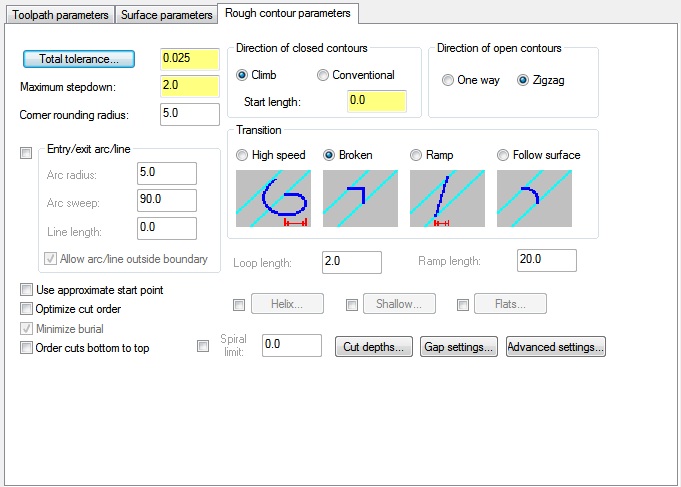
(1)Total tolerance: دقت ماشینکاری را تعیین می کند
(2)Maximum stepdown: مقدار فاصله ی لایه های ماشین کاری را تعیین می کند(.عمق بار در هر مرحله)
(3)Direction of losed conturs: این پارامتر نحوه بریدن ابزار در هر ردیف بصورت ماشین کاری را تعیین میکند.
o Clim > فرزکاری مخالف
O Convertional > فرزکاری موافق
(4)Entery/exitearc/line: نحوه نزدیک شدن ابزار در هر ردیف بصورت مارپیچ می باشد.
(5)Arc radius…: مقدار Rخارج از هر مرحله که ماشین کاری میشود.
(6)Arc sweep: طریق ورود به ردیف بعدی به صورت زاویه ای میباشد.
(7)line length: مقدار خارج از هر مرحله با سرعت پیشروی تعیین شده وارد ردیف جدید میشود.
نکته: آموختن این قسمت خیلی لازم نیست.
(8)Tran sitions: در این قسمت نحوه ورود ابزار پس از هر مرحله (پاس)براده برداری تعیین میشود.
(9) Highspeed: پایان هر مرحله بصورت کمانی (شعاعی)ابزار از قطعه کار فاصله گرفته ودوباره بهصورت کمانی وارد مرحله بعد میشود.
(این عملیات جهت پرداخت بهتر انجام میشود)
(10) Broken: بصورت شکسته در آخر مرحله ها از قطعه کار خارج شده و با سرعت پیشروی تعیین شده به عمق بعدی میرود.
(11) Ramp: ابزار با زاویه مشخص شده در قسمت ramplengthوارد عمق بعدی میشود
(12) followsurface: ابزار به صورت شکسته خارج شده وبه صورت کمانی وارد مرحله بعد می شود