نرم افزار surfcam
استراتژی pocket دو محوره در surfcam بخش اول
استراتژی pocket دو محوره در نرم افزار surfcam بخش اول:
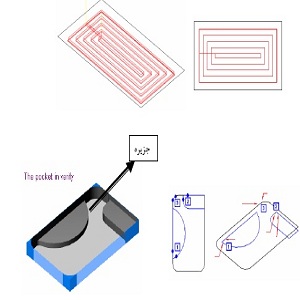
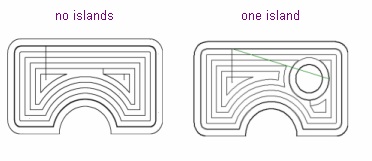
عملیاتی است که در آن حجمی از ماده خامی که در داخل یک مسیر بسته ( Chain) میباشد را با حرکتها یی در دو محور Xy را ماشین کاری می نماید . یک عملیات Pocket خود می تواند شامل چندین مسیر pocket باشد.
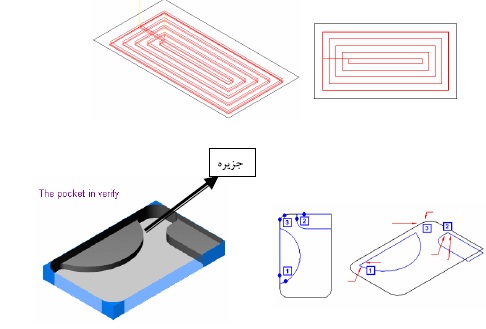
این استراتژی پر کاربرد ترین استراتژی دو محوره می باشد و یکی از قابلیت های ویژه این استراتژی ماشین کاری مناطقی است که متشکل از چند جزیره می باشند که توضیح کامل آن داده خواهد شد.
برای Pocket تراشی در Surf Cam از مسیر روبرو پیروی میکنیم :
NC/2Axis/Pocket
بعد از انتخاب Pocket نوار ابزار Select Chain به نوار ابزار اصلی اضافه می شود که دارای گزینه های مختلفی است. ( جهت بزرگنمایی روی تصویر کلیک کنید )
![]()
( بعد از انتخاب هر مسیر یا Chain برای تایید انتخاب خود Done را کلیک میکنیم )
Single : انتخاب یک المنت یا یک سری از المنت ها که یک مسیر بسته را ایجاد کند.
Chain: ( بسیار پر کاربرد ) انتخاب چندين المنت به هم پیوسته بدین صورت که یک نقطه از یک المنت را انتخاب کرده و با انتخاب نقطه بعدی مسیر را برای ما شینکاری مشخص می کنیم.
![]()
Vector : برای استفاده از این گزینه ابتدا باید یک بردار روی مسیر مورد نظر ایجاد شود و برای ایجاد بردار، مسیر create / vector را اجرا میکنیم و بعد از ایجاد بردار روی مسیرهای دلخواه از گزینه vector برای انتخاب مسیرهای pocket تراشی استفاده می کنیم.
Auto: که خود شامل گزینه های مختلفی است اعم از
Single: انتخاب یک المنت تنها
Within: انتخاب المنتهایی که کاملا در داخل مستطیل قرار گرفته اند
Intersect: انتخاب المنت هایی که جزئی از آن در داخل مستطیل قرار گرفته اند
Visible: همه المنتها یی که در صفحه وجود دارد
Multselon: زمانی که این گزینه ON باشد می توان چند المنت را با هم انتخاب کنیم.
PLUNGE: این گزینه بعد از انتخاب مسیر ماشین کاری به روش دیگری مانند chain نقاطی را به عنوان نقطه ورود ابزار به آن معرفی می کند .
MATERIAL& PART:
حالت MATERIAL& PARTزمانی معنا پیدا می کند که یک chain بزرگ چندین chain کوچک را در بر گیرد. که در این حالت اگر گزینه MATERIAL را انتخاب کنیم فضای بین chainها ماشینکاری می شود و در صورت فعال بودن گزینه PART انتخاب مکان ماشینکاری توسط کاربر می باشد لازم به ذکر است که گزینه PART به عنوان پیش فرض حالت chain می باشد
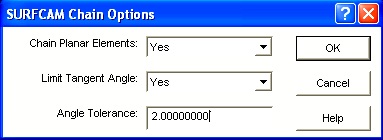
Chian Option:
تنظیمات مربوط به انتخاب مسیر ماشینکاری، در صورتی که گزینه Limit Tangent Angle به صورت Yes تنظیم شده باشد میتوانیم یک محدودیت زاویه ای ایجاد کنیم بدین صورت که ما نمیتوانیم مسیر هایی را که اتصال آنها با هم زاویه ای بیشتر از عدد وارد شده دارند را انتخاب کنیم.
با توجه به توضیحات فوق ما برای انجام این مثال از گزینه Chain استفاده می کنیم که پر کاربرد ترین ابزار انتخاب می باشد .
پس از کلیک برگزینه Chain و با انتخاب مسیرهای مورد نظر برای تایید مسیرهای انتخابی بر روی گزینه Done کلیک می کنیم و کادر محاوره ای زیر باز می شود .
اولین سر برگ این کادر ، اطلاعات ابزار می باشد که توضیحات کامل این صفحه قبلا ذکر شده است. در نتیجه در این صفحه ابزار، جنس قطعه کار وابزار، سرعت های برشی وپیشروی و سرعت ورود ابزار به قطعه کار را تعیین می کنیم. ( لازم به ذکر است این سر برگ در تمامی استراتژی های دو محوره و سه محوره مشترک می باشد.)
سر برگ بعدی این کادر Cut Control می باشد که مربوط به تنظیمات ماشینکاری است

Cuting Metod:
که شامل دو گزینه Climb ماشینکاری همراه و Conventional ماشین کاری معکوس می باشد .

Pocket Cut Mode:
که شامل
- 1-Spiral
- 2-Zig Zag
- 3-Zig
1.spiral : مسیر ماشینکاری حول یک مرکز به صورت دایروی می باشد.
2- Zig Zag : که ابزار به صورت Zig Zag هم در حرکت رفت وهم در حرکت برگشت براده برداری می نماید.

3- Zig : ابزار در این روش فقط در حرکت رفت براده برداری می کند .
Curve Tolerance:
Surfcam یک منحنی را به وتر هایی با طولی که ما به آن نسبت می دهیم در پارامتر مربوط تقسیم می کند و هر چقدر این عدد کوچکتر باشد منحنی به وجود آمده دقیق تر می باشد.
Rapid Plane:
برای حرکت سریع ابزار به بالای قطعه و همچنین برای جلوگیری از برخورد ابزار با موانع بالای قطعه مانند روبنده ها و … عددی را وارد می کنیم که تعیین کننده صفحه ای است بالاتر از ارتفاع همه این موانع و به عنوان صفحه امنیت حساب می شود .
Plang Clearance:
این پارامتر مشخص کننده ارتفاعی است بالاتر از سطح قطعه کار که ابزار تا آن نقطه به صورت G00 ( حرکت سریع ) حرکت کرده و زمانی که به آن نقطه می رسد حرکت به G01 ( حرکت آرام ) تبدیل می گردد .
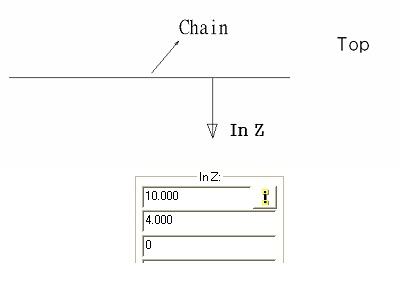
Geometry:
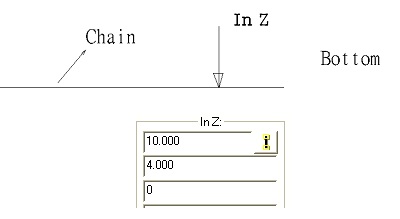
پارامتری است برای مشخص کردن این که کدامین Z Value به عنوان مبنای هندسی عمق براده برداری ( In Z ) ما باشد که شامل گزینه های:
Top .1 Bottom .2 Top Z.3 Bott. 4
Top .1:
در حالت Top به مقداری که در In Z وارد میشود در راستای محور Z، سطح Chain را به عنوان سطح مبنا در نظر گرفته و پایین تر از آن را ماشینکاری می نماید
Bottom .2:
در حالت Bottom به مقداری که در In Z وارد میشود در راستای محور Z ، سطح Chain را به عنوان سطح پایین مبنا در نظر گرفته و بالاتر از آن را ماشینکاری می نماید.
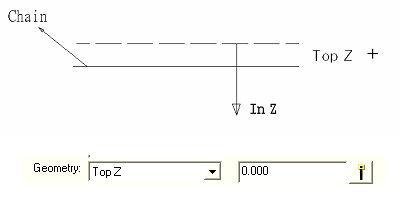
Top z.3:
هنگامیکه گزینه Top Z فعال باشد فیلد روبروی آن روشن خواهد شد
و اگر مقداری که در این فیلد وارد می کنیم عددی مثبت باشد به اندازه عدد وارد شده بالاتر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ پایین تر از آن را ماشینکاری می نماید.
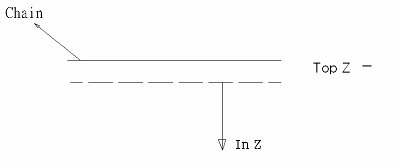
و اگر مقداری که در این فیلد وارد می کنیم عددی منفی باشد به اندازه عدد وارد شده پایین تر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ پایین تر از آن را ماشینکاری می نماید.
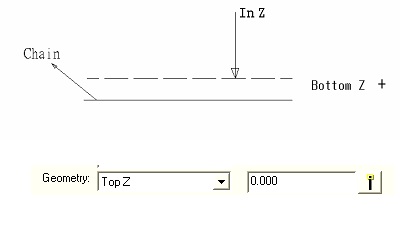
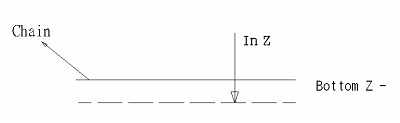
Bottom Z .4:
هنگامیکه گزینه Bottom Z فعال باشد فیلد روبروی آن روشن خواهد شد .
و اگر مقداری که در این فیلد وارد می کنیم عددی مثبت باشد به اندازه عدد وارد شده بالاتر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ بالاتر از از آن را ماشینکاری می نماید .
و اگر مقداری که در این فیلد وارد می کنیم عددی منفی باشد به اندازه عدد وارد شده پایین تر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ بالاتر از از آن را ما شینکاری می نماید .
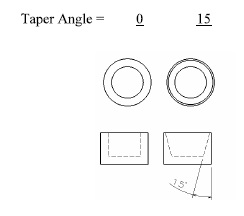
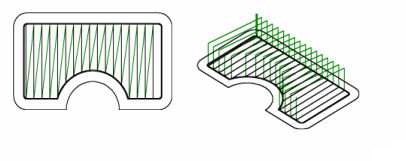
Taper Angle:
در استراتژی های Pocket & Contour میتوان مسیرها را با زاویه ثابت در راستای محور Z ماشین کاری نمود. به شکلهای زیر توجه کنید: