پاورمیل powermill
انجام خشن كاری Roughing با استفاده از نرم افزار پاورمیل
انجام خشن كاري Roughing با استفاده از نرم افزار پاورمیل
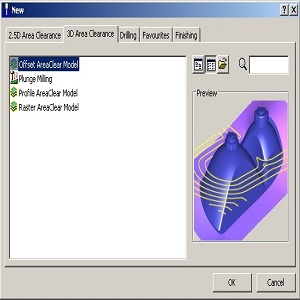
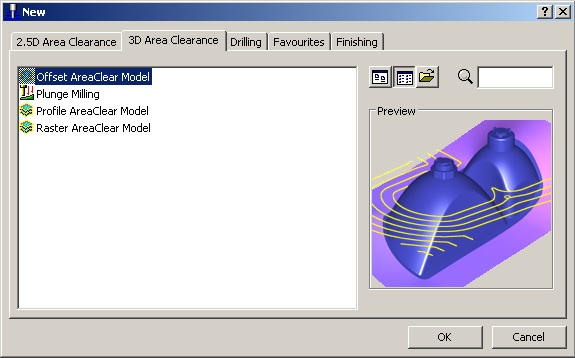
جهـت انجـام خـشنکـاری از منـوی ماشـینکـاری مـیتوانیـد منـوی 2.5D Area Clearance را بـرای ماشینکاری 2,5 بعدی و D Area Clearance3 را برای ماشینکاری سه بعدی انتخاب کنید.
استراتژیهای خشنکاری به شرح زیر است:
Raster •
Profile •
Offset •
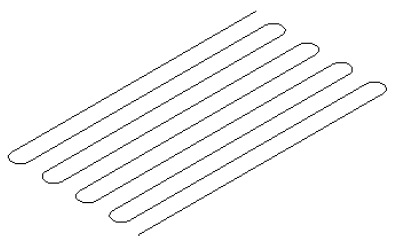
1-3 روش Raster
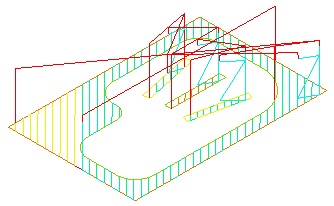
در این روش ماشینکاری به صورت خطوط مستقیم و موازی انجام میشود. شکل بعد یک مثال از نحوه ماشینکاری Raster میباشد.
پارامترهای این استراتژی به شرح زیر است:
Raster Angle :
زاویه خش کاری به دو صورت دستی یا خودکار تعیین میشود.
Auto Angle :
در صورت انتخاب این گزینه PowerMill بهترین زاویه را به طور خودکار در نظر میگیرد از این گزینـه میتوانید درسطوح منحصر به فرد همانند سوراخها استفاده کنید.
Auto Angle Mode:
محدوده عبور ابزار در این روش به صورتهای زیر تعیین میشود.
♦ Area Mode
در این حالت PowerMill سطوح را یافته و بهترین زاویـه را بـرای هـر یـک از آنهـا در نظـر میگیرد. در شکل زیر ماوس سه سطح بزرگ بیرونی و سه سطح داخلی مشخص شده است.
♦ Level Mode
بهترین زاویه را برای هر یک از بخشهای موازی در نظر گرفته خواهد شد.
♦ Pocket Mode
بهترین زاویه برای هر یک از Pocket ها در نظر گرفته میشود.
♦ Model Mode
بهترین زاویه برای سرتاسر اجزای مدل موجود در نظر گرفته میشود.
Manual angle :
در صورت عدم انتخاب گزینه Auto Angleدر این ناحیه میتوانید زاویه را به صورت دستی وارد کنید.
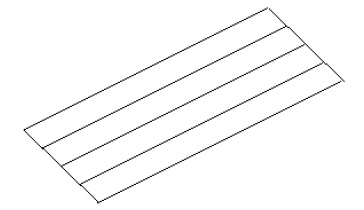
در شکل زیر مقدار زاویه 45درجه در نظر گرفته شده است.
Remove Unnecessary Raster Spans:
در صورت انتخاب این گزینه، بخشهایی از مسیر ماشینکاری کـه بـرادهبـرداری خاصـی بـر روی مـدل انجام نمیدهد حذف خواهد شد.
Minimize Full Width Cuts :
گاهی ممکن است مسیرهای ماشینکاری به گونهای باشد که ابزار حجم زیادی از قطعه را در یک مرحله ماشینکاری کند در این حالت ممکن است به علت فشار زیاد بر ابزار لطمه وارد شود. انتخاب این گزینـه این مشکل را به حداقل میرساند.
Maintain Constant Step Over :
در صورت انتخاب این گزینه مقدار اندازه Step Overثابت نگهداشته میشود.
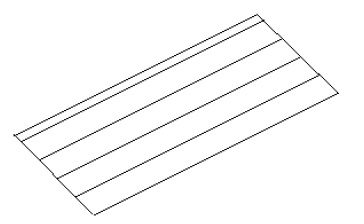
Maintain Constant Stepover checked:
Maintain Constant Stepover unchecked:
2-3 روش Offset
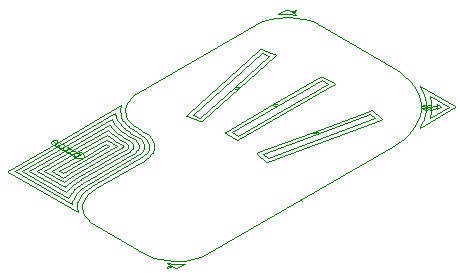
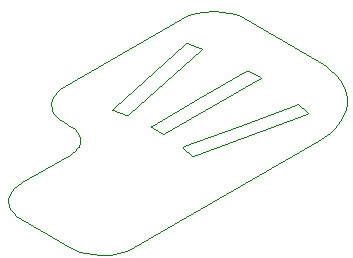
ماشینکاری در پیرامون محدوده انتخابی را با روش تهیه Offsetهای مکرر از آن گویند. مقـاطع نمونـه زیر را در نظر بگیرید.
پس از انجام ماشینکاری با این روش مسیر ابزار به صورت زیر خواهد بود.
Smoothing :
در صورت استفاده از این گزینه باعث کاهش فشار وارد بر ابزار خواهید شـد چـرا کـه گوشـه هـای تیـز حذف خواهد شد.
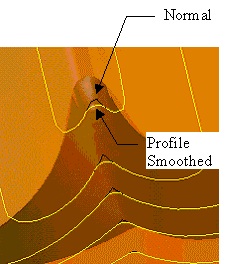
3-3 روش Profile
ماشینکاری بصورت پروفیل ساخته شده در اطراف قطعه کار و در سـطوح بـا مقـادیرمختلف Z انجـام میشود.
تنظیمات این روش به مانند روش Offsetمیباشد. در این روش فقط یک پروفیل دور مدل ساخته شده و ماشینکاری میشود.
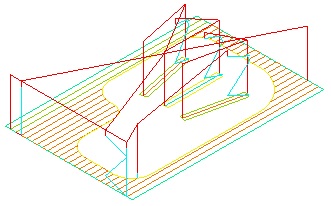
4-3 روش Plunge
در این روش ماشینکاری به صورت عمودی و با ابزار خاص انجام شده و در هر مرحله ماشینکاری با برداشتن حجم زیاد براده همراه است. به شکل زیر دقت کنید.
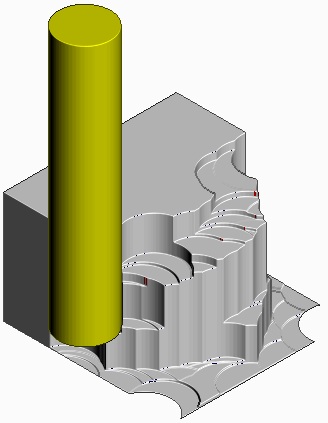
در این روش باید از مدل یک Stock Model بسازید و برای ماشینکاری استفاده کنید.
3-5 تنظیمات مشترک خشنکاری
Cut Direction 1-5-3
در ماشینکاری نحوه چرخش ابزار نسبت به حرکت ابزار به دو صورت موافق مسیر و مخالف آن انجام میشود. در صورت چرخش موافق مسیر و به سمت خارج قطعه کار، بـراده بـرداری بـه راحتـی انجـام گرفته و ابزار در حین کندن براده آن را به بیرون پرتاب میکند. این روش به نام Conventional معروف است.
حال اگر چرخش ابزار مخالف بوده و به سمت قطعه کار باشد، براده بـرداری بـه سـختی انجـام شـده و براده بعد از کنده شدن بین قطعه کار و ابزار گیر کرده وسپس به بیرون پرتاب میشـود. بـه ایـن روش Climb میگویند. معمولاً در صورت ماشینکاری Climb با فرز ، Manual ماشینکاری به سختی انجـام شده و حتی ممکن است قطعه کار از موقعیت خود خارج شود و به اصطلاح قلاب کند.
اگر بخواهید ماشـینکـاری بـا کیفیـت مناسـب انجـام شـود و کیفیـت سـطح خـوبی داشـته باشـد روش Conventionalتوصیه میشود. اما باید خاطر نشان نمود معمولاً در دستگاههای CNCاین مشکل خیلی حاد نیست و در اکثر مواقع با هر دو روش میتوان ماشینکاری نمود.
این بخش شامل گزینهها زیر جهت تعیین نحوه براده برداری به شرح زیر است:
- Climb
در این روش چرخش ابزار در حین ماشینکاری به سمت داخل قطعه کار خواهد بود. - Conventional
در این روش چرخش ابزار در حین ماشینکاری به سمت خارج قطعه کار خواهد بود. - Any
ابزار در هر دو حالت قبل ماشینکاری میکند.
Step Over 2-5-3
مقدار پیشروی ابزار را در هر مسیر ماشینکاری در جهت افق را تعیین میکند. در واقع میزان پیـشروی ابزار در قطعه کار در راستای شعاع ابزار در هر مرحله ماشینکاری را مشخص میکند.
Tolerance 3-5-3
میزان دقت ماشینکاری تعیین میشود.
Thickness 4-5-3
مقدار ضخامت سـطوح را تعیـین مـیکنـد. بـه عبـارت دیگـر متریـال باقیمانـده بـر روی سـطوح بعـد از ماشینکاری را تعیین میکند.
3-5-5 ماشینکاری باقیمانده (Rest Machining)
از این منو برای خشن کاری باقیمانده ماشینکاری قبلی استفاده می شود. این بدین معنی است که شـما میتوانید یک قطعه را با یک ابزار بزرگ خـشنکـاری کنیـد و در ادامـه بـا اسـتفاده از Rest Machining قسمتهایی از قطعه که ماشینکاری نشده است را با یک ابزار کوچکتر ماشینکاری کنید.
برای انجام Rest Machining در پنچرههای خشن کـاری، مطـابق شـکل زیـر Rest Machining را تیـک کنید.
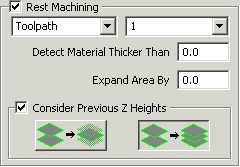
در Toolpath مسیر ماشینکاری اولیه را که قبل انجام دادهاید را انتخاب کنید. فراموش نکنید ابزار بزرگ همان ابزاری است که در ماشینکاری اولیه استفاده نمودهاید و ابزار ماشینکاری باقیمانـده نیـز همـان ابزاری است که در این پنجره (Area Clearance) انتخاب میکنید.
[/private_content]