پاورمیل powermill
آماده کردن مدل و مقدمات ماشینکاری در پاورمیل بخش دوم

آماده کردن مدل و مقدمات ماشینکاری در پاورمیل بخش دوم: در بخش قبلی از وب سایت مهندس گرام مقدماتی در زمینه آماده کردن مدل و مقدمات ماشینکاری در نرم افزار powermill بیان شد، که شامل سر فصل های زیر بودند:
1-2 نحوه انتقال فایل به PowerMillو نرم افزار Ps-exchange
2-2 منوی Model Transform
3-2 تعریف Workplane
4-2 تعریف بلوک خام
5-2 تعریف سرعتهای ماشینکاری
در این قسمت نیز به اماده مباحث می پردازیم
2-6 منو Rapid Move Heights
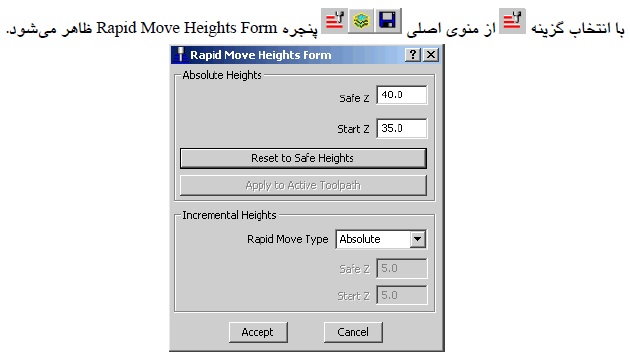
در این پنجره ارتفاع ایمن برای حرکت سریع ابـزار (G00) تعریـف مـیشـود. در صـورت عـدم تعریـف صحیح این پارامترها، ممکن است ابزار در حرکت سریع ماشینکاری با بلوک خام برخورد کند.
Safe Z :
ارتفاع ایمن Z که ابزار در حین ماشینکاری بلند شده و سپس با سرعت (G00) حرکت میکند.
Start Z :
ارتفاع شروع ، Zابـزار بـا سـرعت بـه پـایین آمـده و در ایـن ارتفـاع ایـستاده و از آن پـس بـا سـرعت ماشینکاری به بلوک خام نزدیک میشود.
Reset to Safe Heights :
به طور خودکار ارتفاع ایمن و شروع را بر مبنای حداکثر ارتفاع Zبلوک به علاوه مقدار افزایش ارتفاع Z ایمن، محاسبه میکند.
Apply to Active Toolpath :
مقادیر ارتفاع ایمن را که در این پنجره تعریف شده را به طور خودکار در مسیر ماشینکـاری کـه فعـال است اعمال میکند.
Absolute :
در صورت انتخاب Absolute مقادیر داده شده در این پنجره اندازههای مطلق میباشد.
2-7 پنجره Start and End From
![]() در این پنجره نقاط شروع و پایان ماشینکاری تعیین میشود. با زدن این ایکن در منوی اصـلی پنجـره زیـر باز میشود.
در این پنجره نقاط شروع و پایان ماشینکاری تعیین میشود. با زدن این ایکن در منوی اصـلی پنجـره زیـر باز میشود.
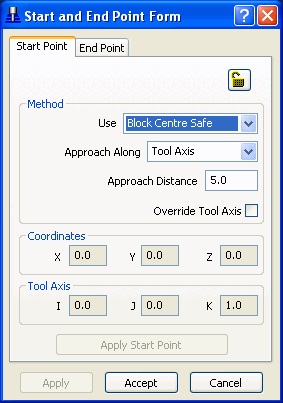
با انتخاب حالت Absoluteمیتوانید مختـصات دلخـواه خـود را بـرای شـروع ماشـینکـاری وارد کنیـد.
همچنین با زدن Apply Start Point نقطه جدید تعریف شده در پروژه اعمال خواهد شد.
8-2 پنجره Leads & Links
![]() با زدن این دکمه در منوی اصلی پنجرهای مطابق شکل بعد باز خواهد شـد. در ایـن پنجـره مـیتوانیـد نحـوه ورود و خروج ابزار به داخل قطعه کار جهت ماشینکاری را تعیین کنید.
با زدن این دکمه در منوی اصلی پنجرهای مطابق شکل بعد باز خواهد شـد. در ایـن پنجـره مـیتوانیـد نحـوه ورود و خروج ابزار به داخل قطعه کار جهت ماشینکاری را تعیین کنید.
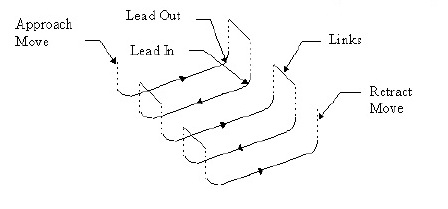
دقت داشته باشید که بهتر است حرکت ابزار به داخل قطعه کـار مـستقیم نبـوده و بـصورت یـک منحنـی مماس بر دیواره قطعه کار وارد آن شود. این موضوع باعث کیفیت بهتر سطح و جلـوگیری از خـوردگی ابزار خواهد شد. نحـوه وارد شـدن بـه داخـل قطعـه کـار را هـم در جهـت عمـود (Vertical) و هـم افـق (Horizontal) میتوان تعیین نمود.
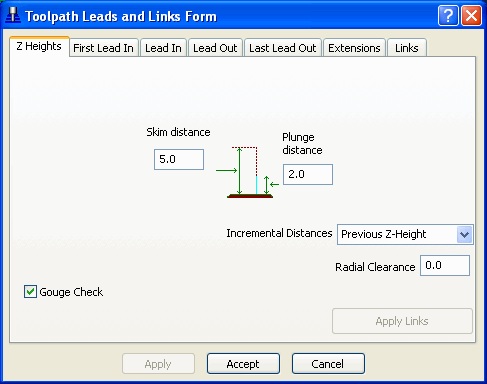
برای درک بهتر پارامترهای این پنجره به شکل زیر دقت کنید.
9-2 ضخامتهای متغیر Variable Thickness
![]() در منوی اصلی این آیکن را جهت نمایش پنجره Thickness انتخاب کنید. در این پنجره مـی توانیـد بـه سطوح مختلف مدل ضخامت دهید. در واقع ضخامت دادن به مدل به مانند این است که شما به ابزارتـان در جهت طول یا شعاع اضافه میکنید یا به اصطلاح Offset میدهید.
در منوی اصلی این آیکن را جهت نمایش پنجره Thickness انتخاب کنید. در این پنجره مـی توانیـد بـه سطوح مختلف مدل ضخامت دهید. در واقع ضخامت دادن به مدل به مانند این است که شما به ابزارتـان در جهت طول یا شعاع اضافه میکنید یا به اصطلاح Offset میدهید.
اگر گزینه Use Axial Offset را انتخـاب کنیـد، قـادر بـه تعیـین ضـخامت بـه روش شـعاعی (Radial) و محوری (Axial) هستید.
در این پنجره هم میتوان offsetرا بصورت عممومی برای تمام مدل تعریف نمود و یا اینکـه فقـط بـرای سطوح انتخاب شده یا محدوده تعریف شده تعریف نمود.
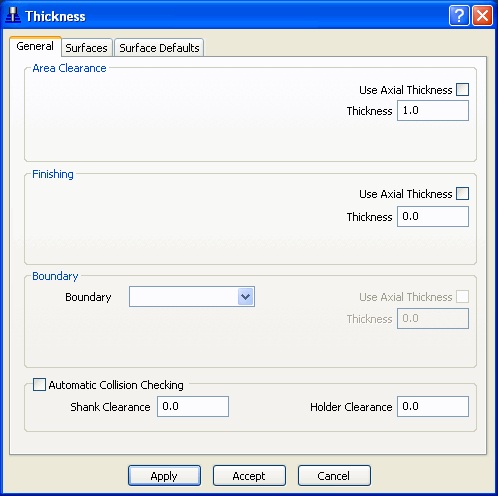
Thickness :
در تمامی جهات ضخامت داده شده را به ابزار نسبت میدهد. در واقع Offset ابزار هم در جهت شـعاع و هم طول به میزان پارامتر داده شده در نظر گرفته میشود. بـه شـکل بعـد نگـاه کنیـد. در صـورت عـدم انتخاب گزینه ،Use Axial Offset این مقدار قابل تنظیم خواهد بود.
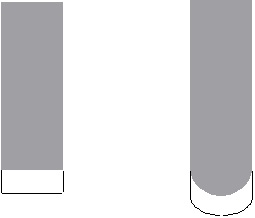
Radial Thickness :
ضخامت را فقط در جهت شعاعی به ابزار نسبت میدهد. به Offsetابزار در شکل زیر دقت کنید.
Axial Thickness :
ضخامت را فقط در راستای محور ابزار به ابزار نسبت میدهد. به Offset ابزار در شکل زیر دقت کنید.
بهتر است از ضخامت متغیر در مدلهای مسطح استفاده میشود. در صـورت اسـتفاده از ایـن روش در سطوح شیبدار کنترل ضخامت بر جای مانده در قطعه کار مشکل است.
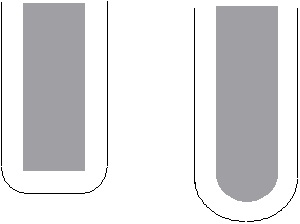
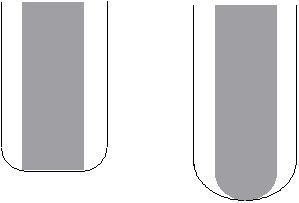
برای درک تفاوت دو گزینه Radialو Axialبه دو شکل زیر توجه کنید.
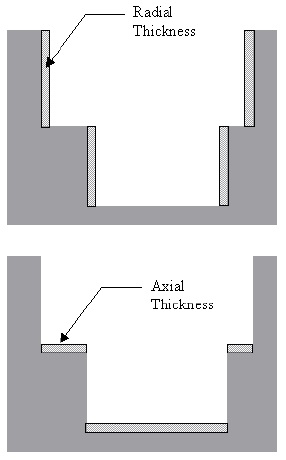
همانطور که مشاهده میشود در روش Radial قسمتی از دیوارهها با ضخامت داده شـده ماشـینکـاری نشده ولی ماشینکاری روی کف کـاملاً صـورت گرفتـه اسـت، در حـالی کـه در روش Axial ضـخامت ماشینکاری نشده فقط در کف قطعه خواهد بود.
[/private_content]