نرم افزار surfcam
بررسی استراتژی استراتژی Contour در نرم افزار surfcam
بررسی استراتژی Contour در نرم افزار surfcam:
استراتژی Contour برای براده برداری از محیط یک قطعه کار انجام می شود و در اینجا امکان براده برداری از سمت راست و چپ وهمچنین روی محیط یک قطعه وجود دارد و در واقع می توان از یک بلوکه خام دور بری نموده وقطعه مورد نظر را تولید نمود در این استراتژی می توان عملیات خشن و پرداخت را در دو استراتژی جداگانه یا داخل یک استراتژی تعریف کرد. توجه : همیشه دکمه Coord را باید در حالت View قرار داد.
بعد از انتخاب گزینه کانتور از مسیر: NC / 2 Axis/Contor
![]()
( جهت بزرگنمایی بر روی تصویر کلیک کنید )
مسیر انتخاب Select Chain ظاهر میشود که این مسیر دارای گزینه هایی مشابه همین نوار ابزار در استراتژی Pocket میباشد که قبلا توضیح آن داده شده است بعد از انتخاب Chain بقیه مراحل را به ترتیب زیر میتوان انجام داد.
- برای کانتور تراشی اطراف یک قطعه روی Chain کلیک می کنیم
- یک نقطه ورود ابزار به قطعه (plunge points) را نزدیک کانتور مورد نظر تعریف می کنیم که این کار بعد از انتخاب Chain با کلیک بر روی دکمه Plunge روی همین نوار ابزار وانتخاب یک نقطه در نزدیکی Chain به عنوان نقطه ورود ابزار به قطعه کار می شناسانیم و Done را به عنوان تایید کلیک می کنیم.
و کادر محاوره ای 2Axis Contour باز می گردد سر برگ Cut Control مشترکات بسیاری با استراتژی Pocket دارد که برای تثبیت بهتر موضوعات بعضی از توضیحات تکرار می گردد.

Cuting Metod:
که شامل دو گزینه Climb ماشینکاری همراه و Conventional ماشین کاری معکوس و On میباشد.

On : حالتی است از Cuting Metod که ابزار دقیقا بر روی مسیر حرکت می کند و همچنین پارامتر On Side در حالت On خاموش می باشد از این گزینه معمولا در شیار زنی و حکاکی و شکاف زنی بر روی یک سطح استفاده می گردد.
Curve Tolerance:
Surfcam یک منحنی را به وتر هایی با طولی که ما به آن نسبت می دهیم در پارامتر مربوط تقسیم می کند و هر چقدر این عدد کوچکتر باشد منحنی به وجود آمده دقیق تر می باشد.

Rapid Plane:
برای حرکت سریع ابزار بالای قطعه وهمچنین برای جلوگیری از برخورد ابزار با موانع بالای قطعه مانند روبنده ها و … عددی را وارد می کنیم که تعیین کننده صفحه ای است بالاتر از ارتفاع همه این موانع و به عنوان صفحه امنیت حساب می شود .
Plang Clearance:
این پارامتر مشخص کننده ارتفاعی است بالاتر از سطح قطعه کار که ابزار تا آن نقطه به صورت G00 (حرکت سریع) حرکت کرده و زمانی که به آن نقطه می رسد حرکت به G01 حرکت آرام) تبدیل می گردد.
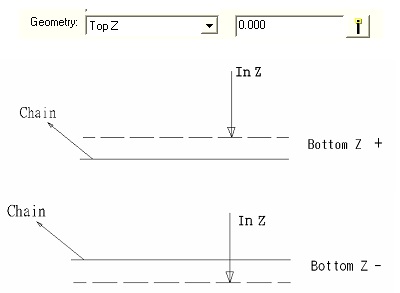
Geometry:
پارامتری است برای مشخص کردن این که کدامین Z Value به عنوان مبنای هندسی عمق براده برداری (In Z) ما باشد که شامل گزینه های:
Top Z.3 Bottom .2 Top .1
Top.1:
در حالت Top به مقداری که در In Z وارد میشود در راستای محور Z، سطح Chain را به عنوان سطح مبنا در نظر گرفته و پایین تر از آن را ماشینکاری می نماید

Bottom .2:
در حالت Bottom به مقداری که در In Z وارد میشود در راستای محور Z، سطح Chain را به عنوان سطح پایین مبنا در نظر گرفته و بالاتر از آن را ماشینکاری می نماید.

Top Z.3:
هنگامیکه گزینه Top Z فعال باشد فیلد روبروی آن روشن خواهد شد و اگر مقداری که در این فیلد وارد می کنیم عددی مثبت باشد به اندازه عدد وارد شده بالاتر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ پایین تر از آن را ماشینکاری می نماید.
و اگر مقداری که در این فیلد وارد می کنیم عددی منفی باشد به اندازه عدد وارد شده پایین تر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ پایین تر از آن را ماشینکاری می نماید.

Bottom Z.4:
هنگامیکه گزینه Bottom Z فعال باشد فیلد روبروی آن روشن خواهد شد
و اگر مقداری که در این فیلد وارد می کنیم عددی مثبت باشد به اندازه عدد وارد شده بالاتر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ بالاتر از از آن را ماشینکاری می نماید.
و اگر مقداری که در این فیلد وارد می کنیم عددی منفی باشد به اندازه عدد وارد شده پایین تر از سطح Chain را به عنوان سطح مبنا قرار داده و به مقدار عدد InZ بالاتر از از آن را ماشینکاری می نماید.
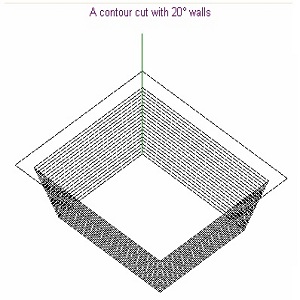
Taper Angle:
در استراتژی های Contour Pocketمیتوان مسیرها را با زاویه ثابت در راستای محور Z ماشین کاری نمود. به شکلهای زیر توجه کنید:

Cutter Compensation:
پارامتر های مربوط به جبران ابزار

Leadin Move : یکی از حرکتهای ابزار می باشد که این حرکت ،حرکتی است حد فاصل حرکت ورود ابزار به قطعه کار (Plunge) و اولین حرکت برشی
Leadout : حرکتی از ابزار می باشد که ابزار پس از آخرین حرکت برشی از قطعه کار فاصله می گیرد. برای روشن شدن مطلب فوق لازم است که توضیح دهیم که ابزار پس از وارد شدن به قطعه به حالت های مختلفی می تواند وارد مسیر برشی شود. که نوع این حرکتها را می توان در این قسمت تعیین نماییم.
پس از کلیک بر گزینه هایLeadin & Out کادر زیر نمایان می گردد:

Lead Type:
نوع حرکت ابزار را مشخص میکند که شامل گزینه های زیر می باشد:
None:
هیچ حرکتی بین حرکت ورود ابزار به قطعه کار و حرکت برشی وجود ندارد و ابزار مستقیما وارد مسیر برشی میگردد
Line On Final:
یک حرکت خطی مستقیم است که فقط در آخرین پاس ماشینکاری انجام میشود و ابزار به صورت خطی وارد مسیر برشی می شود.
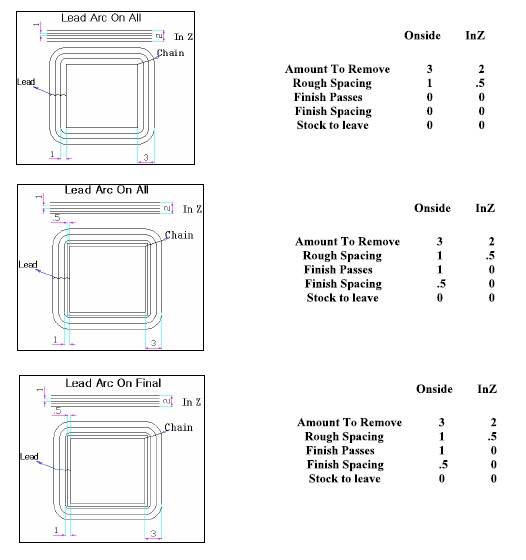
Arc On Final:
یک حرکت قوسی می باشد که در آخرین پاس ماشین کاری، ابزار به صورت مماس بر مسیر ماشین کاری وارد مسیر شده و شروع به حرکت برشی می کند.
Line&Arc On All:
این حرکتهای خطی مستقیم و قوسی توضیح داده شده در بالا در همه پاسهای ماشینکاری انجام میشود.
Plunge Type : ( نوع ورود ابزار به قطعه کار )
مهمترین قسمت رفتار ابزار مخصوصا در خشن کاری بحث ورود ابزار به قطعه کار است هر چه بتوان و امکان داشته باشد باید ماشینکاری از بیرون قطعه کار شروع شود این کار کمک می کند تا در ابتدای ماشینکاری تمام قطر ابزار با قطعه در تماس نباشد در این موارد که ابزار از بیرون قطعه نزدیک می شود برخورد مماسی یکی از بهترین گزینه ها برای شروعی آرام تر است در موارد دیگر که قسمت های بسته قطعه باید ماشینکاری شود ورود به کار حتما باید با استفاده از مسیر های اسپیرال ( Ramp Helical) انجام شود. خشن کاری هایی که ابزار در آن به صورت لایه لایه ماشین کاری می نماید حتما باید با استراتژی Ramp انجام شود.
Plunge Type:
این پارامتر مربوط به نوع ورود ابزار به داخل قطعه کار می باشد که شامل گزینه های زیر می باشد:
Plunge:
حرکت عمودی ابزار به قطعه کار
Ramp:
حرکت خطی ورود ابزار به قطعه کار که علاوه بر حرکت در صفحه XY در راستای محور Zهم میباشد.

Helical:
حرکت دایروی ورود ابزار به قطعه کار که علاوه بر حرکت در صفحه XY در راستای محور Zهم می باشد.

Peck:
حرکت مستقیم ابزار که در چند مرحله انجام شود که به منظور براده شکنی می باشد.
Machine Left_Over Material:
با تیک زدن این گزینه و با کلیک بر روی OK و تایید استراتژی Contour نرم افزار خودکار استراتژی Rest Material را که در آینده توضیح خواهیم داد اجرا مینماید
Enable High Speed Machinig:
سرعت پیشروی ابزار هنگامی که به گوشه ها می رسد چون به صورت حرکت شکسته خطی می باشد کاهش می یابد . با تیک زدن این گزینه Surfcam حرکت شکسته خطی را به حرکتهای منحنی شکل تبدیل مینماید که این امر باعث افزایش سرعت ماشینکاری میشود.

Min&Max Radius:
بزرگترین و کوچکترین شعاع منحنی هایی که اجازه می دهیم جایگزین خطوط شکسته شوند.
Disable for finish passes:
این گزینه در صورت تیک خوردگی عمل منحنی کردن حرکتهای خطی را در پاس finish ملغی می نماید که آخرین پاس ماشین کاری به صورت خطی انجام میشود.

حال مثالی را با هم مرور می نماییم ، در شکل زیر می خواهیم عملیات Contour را برای مسیر هایی که با فلش علامت گذاری شده است را انجام دهیم .
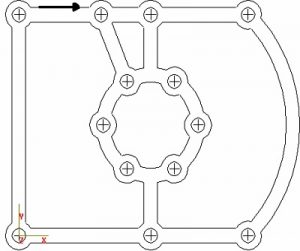
کاربران عزیز برای اینکه شما هم این شکل را در اختیار داشته باشید میتوانید این شکل را از مسیر زیر فراخوانی نمایید :
open/simple/2D Ribs
حال برای اجرای استراتژی Contour مسیر زیر را اجرا مینماییم :
Nc/2Axis/ Contour
بعد از انتخاب Contour نوار ابزار Select Chain نمایان میشود که توضیحات کامل آن داده شده است و همان طور که گفته شد از گزینه Chain که پر کاربرد ترین گزینه می باشد استفاده می نماییم . بعد از انتخاب گزینه Chain بر روی مسیر هایی که با فلش علامت گذاری شده دو بار کلیک می نماییم ( بین کلیک ها فاصله بیندازید). و پس از انتخاب مسیرها بر روی گزینه Done کلیک می نماییم. پس از تایید کادر Surfcam 2Axis Contour نمایان می گردد. که شامل سر برگ های Tool Information و Cut Control و Matrial می باشد که توضیحات کامل آن داده شده است.
بعد از کامل کردن پارامترهای این سربرگها بر روی گزینه Ok کلیک می نماییم و پس از تایید کادر زیر نمایان می گردد و برای تایید نهایی استراتژی گزینه Accept را انتخاب می کنیم.

پس از تایید نهایی نرم افزار مسیرهای ماشینکاری (Tool Path) را نمایش می دهد :

حال برای مشاهده ماشینکاری قطعه مورد نظر (Verify) در نوار ابزار اصلی گزینه Operation Manager را انتخاب کرده و کادر زیر نمایان می گردد.
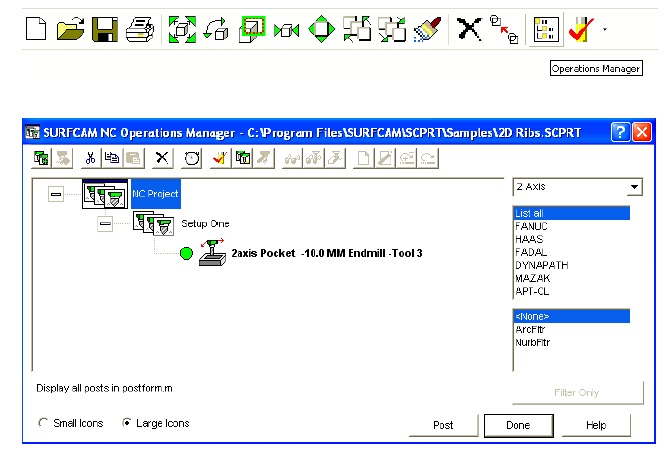
در این کادر ما می توانیم بلوکه خام قطعه مورد نظر را تعریف نماییم بدین صورت که بر روی سر شاخه Nc poject کلیک راست نموده کادر Surfcam NC Section Information نمایان می گردد
Stock می توان بلوکه خام را تعریف نمود.( توضیحات کامل این مطلب در توضیحات فصل های قبلی در وب سایت مهندس گرام ذکر شده)

بعد از تعریف بلوکه خام و تایید آن با Ok برای اینکه بتوانیم عملیات ماشین کاری را شبیه سازی (Verify) نماییم گزینه Toolpath Verification را انتخاب می نماییم بعد از انتخاب این گزینه نوار ابزار زیر وهمچنین بلوکه خام ظاهر میشود که توضیحات این نوار ابزار قبلا ارائه شده است و با اجرای شبیه سازی می توانیم قطعه ماشین کاری شده را مشاهده نماییم.
