نرم افزار mastercam
بررسی مبحث سوراخکاری Drill در نرم افزار مسترکم
بررسی مبحث سوراخکاری Drill در نرم افزار مسترکم:
در ابتدا نقشه مورد نظر را با استفاده از نوار ابزار sketcherکشیده و بعد از منوی machin type گزینه mill و بعد مشخصات ماشین مورد نظر را انتخاب کرده که machine group در پنجره operations manager باز می شود.
سپس از منوی tool paths گزینه drill را انتخاب کرده به چند گزینه زیر بر می خوریم. که در تصاویر پایین می توانید مسیر و گزینه ها را مشاهده نمایید.
( جهت بزرگنمایی بر روی تصویر کلیک کنید )
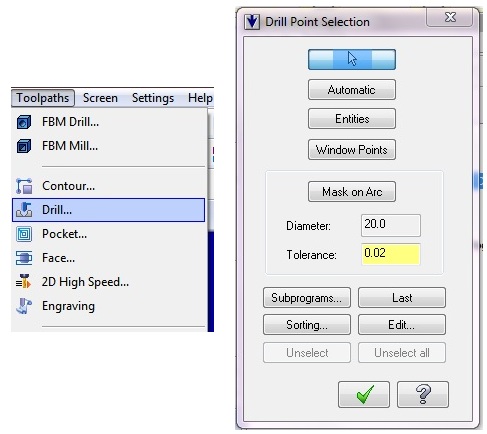
![]() : اگر این گزینه فعال باشد (که البته به صورت پیش فرض هم فعال است) در نقاطی که توسط کاربر کلیک می شود سوراخ ایجاد می کند
: اگر این گزینه فعال باشد (که البته به صورت پیش فرض هم فعال است) در نقاطی که توسط کاربر کلیک می شود سوراخ ایجاد می کند
نکته : فراگرفتن این گزینه ضروری است و بیشترین کارایی را دارد
![]() : در صورت فعال کردن این گزینه سوراخها به طور اتوماتیک بر اساس انتخاب هر یک از نقاط توسط کاربر ایجاد می شود. بدین صورت که :
: در صورت فعال کردن این گزینه سوراخها به طور اتوماتیک بر اساس انتخاب هر یک از نقاط توسط کاربر ایجاد می شود. بدین صورت که :
نقطه اول : موقعیت اولین سوراخ را تعیین می کند
نقطه دوم : مسیر حرکت ابزار را تعیین می کند
نقطه سوم : موقعیت آخرین سوراخ را تعیین می کند
![]() : سوراخ را بر اساس نقاطی که توسط کاربر انتخاب شده در یک جهت ایجاد می کند
: سوراخ را بر اساس نقاطی که توسط کاربر انتخاب شده در یک جهت ایجاد می کند
![]() : براساس پنجره ای که توسط کاربر انتخاب یا کشیده می شود، نقاط داخل پنجره را به منظور سوراخکاری شناسایی کرده و جهت آن را نیز مشخص می کند
: براساس پنجره ای که توسط کاربر انتخاب یا کشیده می شود، نقاط داخل پنجره را به منظور سوراخکاری شناسایی کرده و جهت آن را نیز مشخص می کند
![]() :سوراخ را در مرکز کمان هایی ایجاد می کند که اختلاف شعاع هر یک از کمانها با شعاع کمان مبنا از تلرانس تعیین شده کمتر است
:سوراخ را در مرکز کمان هایی ایجاد می کند که اختلاف شعاع هر یک از کمانها با شعاع کمان مبنا از تلرانس تعیین شده کمتر است
![]() : جدول الگوهای سوراخکاری در محیط دو بعدی می باشد
: جدول الگوهای سوراخکاری در محیط دو بعدی می باشد
نکته : بهتر است جهت سهولت در کار فقط از گزینه برای سوراخکاری استفاده کنیم و نقاط را که می خواهیم سوراخ در آن مکان ایجاد شود را انتخاب کنیم.
پس از انتخاب نقاط و تأیید آنها پنجره اصلی سوراخکاری گشوده می شود که پارامترها و تغییرات لازم را در این پنجره اعمال می کنیم.
- 1.Tool path type
- 2.Tool
- 3.Holder
- 4.Cut parameters
- 5.Linking parameters
- 6.Tip comp
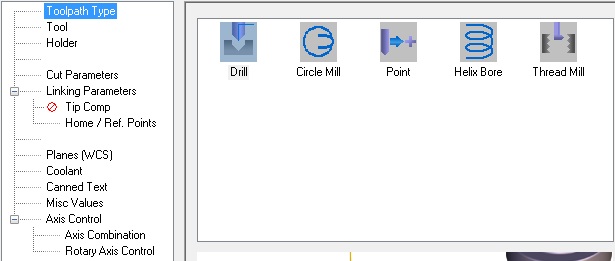
Tool path type .1
در این صفحه نوع سوراخکاری مشخص می شود که شامل
![]() :جهت انجام یک سوراخکاری ساده از این گزینه استفاده می شود که البته بیشترین کاربرد را دارد.
:جهت انجام یک سوراخکاری ساده از این گزینه استفاده می شود که البته بیشترین کاربرد را دارد.
 این گزینه برای حفره تراشی با تیغه فرز به کار می رود و خصوصا حفره های راه بدر که قطر بزرگی دارند از این گزینه استفاده می شود.
این گزینه برای حفره تراشی با تیغه فرز به کار می رود و خصوصا حفره های راه بدر که قطر بزرگی دارند از این گزینه استفاده می شود.
![]() جهت ایجاد سوراخ های کوچک و به تعداد زیاد از این گزینه استفاده می شود.
جهت ایجاد سوراخ های کوچک و به تعداد زیاد از این گزینه استفاده می شود.
 سوراخکاری مارپیچی یا برقوکاری مارپیچی
سوراخکاری مارپیچی یا برقوکاری مارپیچی
 جهت ایجاد شیار داخلی یا رزوه کردن با ابزار مخصوص از این گزینه استفاده می شود.
جهت ایجاد شیار داخلی یا رزوه کردن با ابزار مخصوص از این گزینه استفاده می شود.
نکته : چون گزینه کارایی بیشتری برای ما دارد، پس فقط به توضیح پارامترهای آن می پردازیم.
[private_content]
Tool.2
در این پنجره از ابزار مورد نظر که منحصرا به drill ,center drill ,tapختم می شود را انتخاب میکنیم.
-لازم به ذکر است که توضیحات پارامترهای این پنجره قبلا ذکر شده، پس از توضیح مجدد آن صرفنظر می کنیم.
Holder.3
نگه دارنده ی ابزار مورد نظر را در صورت نیاز می توان انتخاب کرد.
Cut parameter.4
مهمترین پنجره در سوراخکاری این پنجره است که شامل گزینه های زیر است
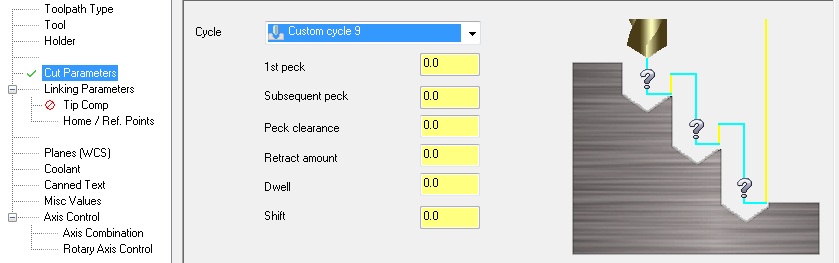
- Cycle
- 1st peck
- Sub sequent peck
- Peck clearance
- Retract amount
- Dwell
- Shift
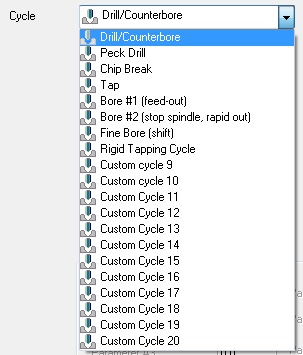
Cycle: توسط این گزینه سایکل های سوراخکاری مورد نظر ما معین می شود که شامل :
Drill/counter bore: از این گزینه در مواقعی استفاده می شود که ارتفاع سوراخ کمتر از 3برابر قطر سوراخ می باشد
Hارتفاع سوراخ< 3dقطر سوراخ
Peck drill: از این گزینه برای سوراخ هایی که ارتفاعشان بیشتر از 3برابر قطر سوراخ باشد، استفاده می کند
Pick drill: h>3d
chip break: این گزینه هم مانند گزینه قبلی (peck drill)است یعنی برای سوراخ هایی استفاده می شود که ارتفاعشان بیش از 3برابر قطر سوراخ باشد
chip break: h>3d
نکته : تفاوت pick drillبا chip breakدر این است که ابزار در peck drillاز قطعه کار خارج می شود یعنی پس از هر مرحله نفوذ ابزار به سطح retractباز می گردد ولی در گزینه chip break ابزار از قطعه کار خارج نمی شود یعنی مرحله مرحله به داخل قطعه کار نفوذ می کند
Tap: برای قلاویز کردن از این گزینه استفاده می شود
( Bour (feed out: برقو کاری با حرکت پیشروی به داخل سوراخ و توقف اسپیندل
( Fine bor(shift: برقوکاری با جابه جایی برقو با شیفت دادن آن و خارج شدن سریع برقو
Rigld tapping cycle: سایکل قلاویز کاری با پیشروی معین
(( حال به توضیح پارامترهایی که انتخاب هر یک از سایکلها فعال یا غیرفعال می شوند می پردازیم))
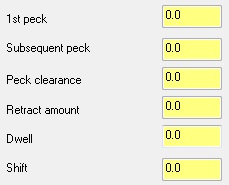
1st peck: مقدار باری که ابزار در مرحله اول نفوذ می کند
Sub sequent peck :مقداری که ابزار در هر مرحله(بعد از مرحله اول) نفوذ می کند
Peck clearance: سطح آزاد ( مقدار کلی که ابزار خارج می شود)
Retract amount: بازگشت ابزار در هر مرحله
Dwell: زمان مکث ابزار درمرحله آخر بر حسب ثانیه جهت پرداخت بهتر
shift: مقداری که ابزار در جهت yحرکت می کند تا ابزار راحت تر خارج شود
Linking parameters .5
توضیحات این پنجره هم قبلا ذکر شده فقط برای یادآوری دو گزینه مهم آن دوباره گفته می شود که
شامل:
Top of stock: سطحی که سوراخکاری از آنجا شروع می شود.
Depth: سطحی که سوراخکاری در آنجا پایان می یابد.
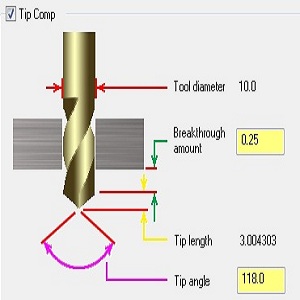
Tip camp .6
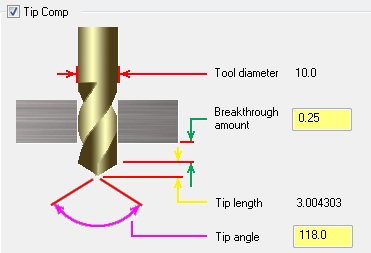
این گزینه زمانی باید فعال شود که سوراخ مورد نظر از انتهای کار بیرون آید یا به اصطلاح راه بدر باشد در آن صورت مقدار بیرون آمدن مته از قطعه کار در عمق نهایی را با استفاده از پارامتر breakthrough amount تعیین می کنیم
[/private_content]