نرم افزار surfcam
عملیات کف تراشی Face Mill در نرم افزار surfcam
عملیات کف تراشی Face Mill در نرم افزار surfcam
استراتژی Face milling یا همان کف تراشی ، عملیاتی است که در آن لایه نازکی از سطح رویی قطعه کار برداشته میشود و در این استراتژی برش در راستای یک خط مستقیم با زاویه ثابت صورت می گیرد و معمولا براده برداری عمقی می باشد . در این استراتژی بر خلاف استراتژیهای Contour& Pocket هرگز ابزار به صورت مستقیم (Plunge) وارد قطعه کار نمی گردد بلکه ابزار از فاصله ای خارج از مسیر انتخابی ما تا عمق مورد نظر پایین رفته سپس حرکت برشی خود را شروع می نماید .
برای ایجاد استراتژی Face Mill در SurfCam از مسیر زیر استفاده می کنیم.
NC/2Axis/ Face Mill
بعد از انتخاب Face Mill نوار ابزار Select Chain به نوار ابزار اصلی اضافه می شود که توضیح همه گزینه های آن داده شده است
( جهت بزرگنمایی بر روی تصویر کلیک کنید )
![]()
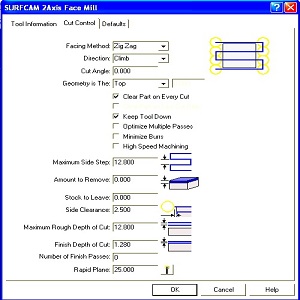
بعد از انتخاب مسیر و کلیک بر گزینه Done کادر زیر نمایان می گردد
( جهت بزرگنمایی بر روی تصویر کلیک کنید )

:Facing Method
که شامل Spiral.1 Zig Zag .2 Zig .3
spiral.1 : مسیر ماشینکاری حول یک مرکز به صورت دایروی می باشد .
2. Zig Zag : که ابزار به صورت Zig Zag هم در حرکت رفت وهم در حرکت برگشت براده برداری می نماید
3. Zig : ابزار در این روش فقط در حرکت رفت براده برداری میکند .
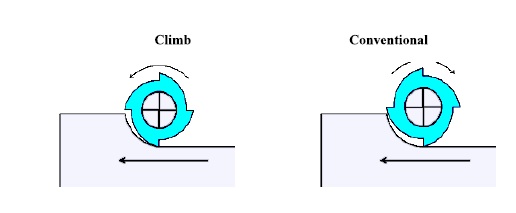
Metod:
که شامل دو گزینه Climb ماشینکاری همراه و Conventional ماشین کاری معکوس می باشد .
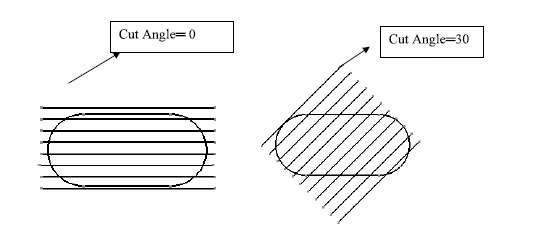
Cut Angle:
این مقدار زاویه ای است که مسیر ابزار در استراتژی کف تراشی با طول قطعه ایجاد می کند. این زاویه از جهت مثبت محور X از CView فعال اندازه گیری می شود. و محدوده تغییرات قابل قبول بین 0 تا 180 درجه می باشد
Clear Part on Every Cut:
موقعی که این گزینه فعال میباشد ابزار در انتهای هر پاس ماشین کاری کاملا از مرز انتخابی عبور کرده و در بیرون از مرز انتخابی متوقف می شود که مقدار خارج شدن از مرز برابر Side Clearance می با شد و در صورت عدم فعال بودن این گزینه امکان دارد که ابزار به طور کامل از مرز انتخابی خارج نشود و به طور کامل ماشین کاری ننماید
Clear Part on Last Cut Only:
موقعی که این گزینه فعال باشد ابزار فقط در پاس آخر، به طور کامل از مرز انتخابی عبور می کند
Keep Tool Down:
موقعی که این گرینه تیک خورده باشد ابزار بعد از براده برداری در همان سطح برش باقی می ماند. این پارامتر به دو گزینه Clear Part و Facing Method بستگی دارد.
موقعی که گزینه Zig برای کف تراشی انتخاب شده باشد
- بعد از هر پاس ماشین کاری که در جهت رفت انجام می شود ابزار در همان ارتفاعی که در این حرکت داشته باقی می ماند و به نقطه شروع پاس بعدی حرکت می کند
- موقعی گزینه Clear Part on Every Cut تیک خورده باشد این گزینه فعال میشود
- اگر گزینه Clear Part on Last Cut Only تیک خورده باشد این گزینه غیر فعال میشود4. اگر هیچ کدام از گزینه های ( Clear Part on Last Cut& Clear Part on Every Cut Only)تیک خورده نباشد این گزینه فعال نمی باشد.
موقعی که روش Zig Zag یا Spiral انتخاب شود
- اگر گزینه Clear Part on Every Cut فعال باشد این گزینه فعال و به وسیله نرم افزار تیک خورده است.
- اگر گزینه Clear Part on Last Cut Only فعال باشد این گزینه غیر فعال می باشد
- اگر هیچ از دو گزینه بالا( Clear Part on Last Cut Only& Clear Part on Every Cut) تیک خورده نباشد این گزینه فعال نمی باشد.
Optimize Multiple Passes:
اگر این گزینه فعال باشد حرکت از یک پاس به پاس دیگر بهینه سازی می شود از آنجا که هر پاس جزء مجموعه برشهایی است که در یک Z مشخص انجام می شود پایان هر پاس برابر نقطه شروع پاس بعدی می باشد. اگر این پارامتر فعال نباشد نقطه شروع برای تمام پاسها یکسان می باشد.
Minimize Burrs:
این پارامتر وظیفه کم کردن ناهمواریها را به عهده دارد.ودر دوروش کف تراشی Zig Zag و Zig فعال می باشد اگر این گزینه فعال باشد نرم افزار پاس آخر را برای کم کردن ایجاد ناهمواری تغییر می دهد که تغییرات بر اساس روش کف تراشی می باشد.
- زمانی که از روش Zig استفاده شود جهت پاس آخر تغییر می کند این تغییر بر اساس برش قبلی تنظیم می شود.
- موقعی که از روش Zig Zag استفاده شود و تعداد برش فرد باشد جهت آخرین برش مخالف برش اولیه می باشد . و آخرین برش در برش های زوج هم جهت می باشند
- موقعی که از روش Zig Zag استفاده شود و تعداد برش زوج باشد جهت آخرین برش هم جهت با برش اولیه می باشد برش بر اساس overlap برش قبلی میزان می شود.
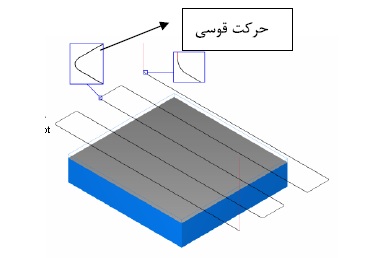
High Speed Machining:
زمانی که گزینه High Speed Machining فعال باشد تغییر جهت هایی که در حرکت ابزار انجام میشود چه در صفحه XY و چه در راستای محور Z که به صورت حرکت شکسته می باشد را به حرکت قوسی تبدیل میکند
Maximum Side Step:
نرم افزار با این پارامتر فاصله بین دو برش موازی در مسیر حرکت ابزار را تعیین می کند.
Amount To Remove In Z:
این پارامتر برابر کل مقدار براده برداری در راستای محور Z در عملیات کف تراشی می باشد
Side Clearance:
این پارامتر برابر با مقدار فاصله ای است که لبه های ابزار از Chaine مورد نظر در شروع هر پاس ایجاد می نماید:
در روش Zig:
- Side Clearance در شروع همه پاس های براده برداری استفاده می شود.
- زمانی که گزینه Clear Part on Every Cut فعال باشد Side Clearance در پایان همه پاس های براده برداری استفاده می شود.
- همچنین اگر گزینه Clear Part on Last Cut Only فعال باشد مقدار بالا تنها در انتهای آخرین پاس براده برداری مورد استفاده قرار می گیرد.
در روش Zig Zag :
زمانی که گزینه Clear Part on Every Cut فعال باشدSide Clearance در پایان و آغاز همه پاس های براده برداری استفاده می شود.
همچنین اگر گزینه Clear Part on Last Cut Only فعال باشد مقدار بالا تنها در پایان آخرین پاس براده برداری مورد استفاده قرار می گیرد
Maximum Rough Depth of Cut:
این پارامتر برابر ماکزیمم عمق در هر پاس خشن کاری می باشد و از آن در محاسبات تعداد پاس خشن تراشی و عمق واقعی هر پاس خشن تراشی مورد استفاده قرار می گیرد
Finish Depth of Cut:
این مقدار برابر عمقی از ماده است که ابزار در عملیات پرداختکاری بر می دارد.
Number of Finish Passes:
برابر با تعداد مراحل براده برداری در عملیات پرداختکاری می باشد.
Defaults
همه گزینه های سربرگ Defaults بجز موارد زیر بوسیله پارامترهای موجود در سربرگ Cut Control تعیین می شوند.
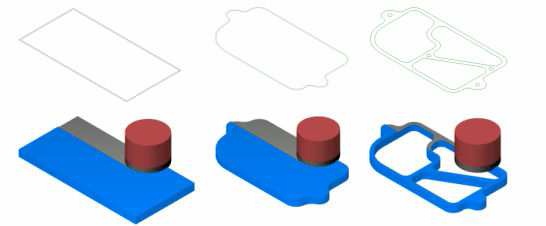
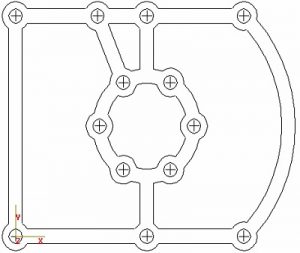
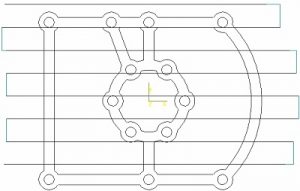
حال که با پارامترهای این استراتژی آشنا شدیم مثالی را با هم مرور می کنیم : می خواهیم مدل زیر را کف تراشی نماییم:
بعد از انتخاب استراتژی Face Mill از مسیر زیر نوار ابزار Select Chain نمایان می گردد:
Nc/2Axis/Face Mill
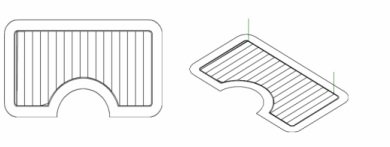
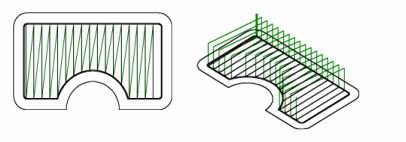
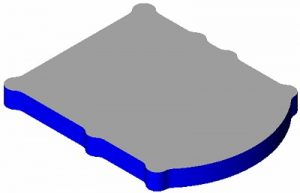
و انتخاب Chain مورد نظر و کلیک بر گزینه Done کادر Surfcam 2Axis Face Mill نمایان میگردد که توضیحات آن داده شده است و بعد از تکمیل پارامترهای مربوط و کلیک بر گزینه OK و تایید نهایی آن (Accept ) مسیر ماشین کاری نمایان می گردد:
برای مشاهده قطعه ماشین کاری شده و همچنین شبیه سازی آن از آیکون ToolPath Verification که در نوار ابزار اصلی می باشد استفاده می کنیم :
Cutting Method:
On
این گزینه فقط مخصوص استراتژی Contour بوده است . پارامتر های Side Clearance and Amount To Remove On Sides در اینجا دیگر مفهومی ندارد.
Amount To Remove On Sides:
این گزینه برابر با مقدار تقریبی باری است که باید برداشته شود. در استراتژی کانتور مجموع مقادیرStock To Leave in the On Sides column & Amount To Remove مقایسه می شوند ودر تعیین فاصله اولین مسیر برش وتعداد پاس خشنکاری. در این استراتژی مورد استفاده قرار می گیرد. همچنین نرم افزار مقدار وارد شده در ستون In Z در محاسبات صفحات top & bottomاستفاده می شود.
Rough Spacing:
فضای خشن تراشی خشن تراشی فاصله بین 1- دو پاس خشن 2- بين انتهای یک پاس تا ابتدای پاس دیگر است. فضای خشن تراشی همیشه یک مقدار از مقدار ماده خام است که به وسیله آخرین پاس خشن برداشته می شود. زیرا در پاس اول ممکن است یک مقدار از ماده باقی بماند.
Finish Spacing On Sides:
فضای بین پاس های Finish در اینجا وارد می شود مقدار default پیشنهاد شده در صفحه option موجود می باشد.
Tool Center:
این پارامتر همراه Matreial Boundary در Tool Path قرار داده است وهنگام اجرای این استراتژی ماده خام بين part و Material Boundry براده برداری می شود.
On: در این حالت مرکز ابزار تا روی Material Boundry را براده برداری می کند.
Beyond Material: در این حالت مرکز ابزار تا پشت Material Boundry پیشروی می کند .که مقدار آن به وسیله گزینه Distance From تعیین می شود.
Before Material: در این حالت مرکز ابزار تا فاصله ای مانده به Material Boundry پیشروی می کند این فاصله به وسیله Distance From تعیین می شود.
Material Cut Mode:
Sprial: در اینجا بر روی کانتورهایی که از material Boundry به سمت داخل قطعه Offset شده اند پیروی می کند.
ZigZag: در اینجا حرکت ابزار شامل حرکات زیر می باشد.
1- حرکت خطی عرضی
2- حرکت موازی و دارای مسیر Offset شده Material Boundry می باشد
3- شروع حرکت موازی و مختلف الجهت با حرکت اولیه می باشد لازم به ذکر است که حرکت خطی اولیه می باشد
لازم به ذکر است که حرکت خطی اولیه موتزی با بردار موجود که نرم افزار شناسایی نموده است انجام می شود
Zig حرکت ابزار مشابه حالت ZigZag است با این تفاوت که در مسیر برگشت موقعیت دهی نمی شود و در یک جهت براده برداری انجام می شود.