نرم افزار surfcam
تنظیمات مربوط به Axis Option در نرم افزار Surfcam
تنظیمات مربوط به Axis Option در نرم افزار Surfcam
تنظیمات مربوط به استراتژی های دو محوره که کاربر قبل از استفاده از عملیاتهای ماشینکاری باید تنظیم نماید و با Surfcam خود به صورت Default در نظر می گیرد.
توجه :در مقابل بیشتر پارامترها فیلدی قرار دارد که شامل دو گزینه زیر می باشد:
Cutter Radius: که عدد وارد شده در پارامتر ها نسبتی از شعاع ابزار می باشند.
Constant: همان عدد وارد شده در عملیات ها را استفاده می نماید.
Maximum Feed Between:
هنگامیکه ابزار یک پاس ماشینکاری را به اتمام می رساند میبایست به نقطه شروع پاس بعدی حرکت نماید این حرکت بدو صورت می باشد یا ابزار به سرعت به طرف بالا حرکت کرده سپس به نقطه شروع بعدی می رود یا اینکه با همان پیشروی و تغذیه تنظیم شده در کار حرکت نماید . اگر فاصله بین نقطه پایان پاس فعلی با نقطه شروع پاس بعدی کمتر از مقدار وارد شده در این پارامتر باشد ابزار بدون حرکت به نقطه برگشت بر روی قطعه کار حرکت خواهد کرد.
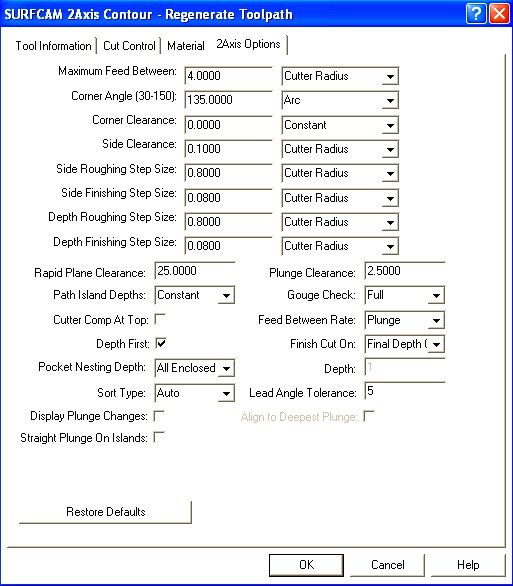
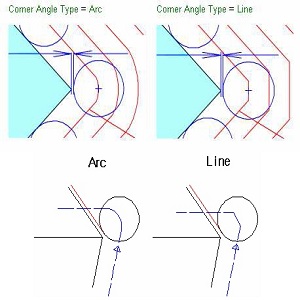
(Corner Angle(30-150:
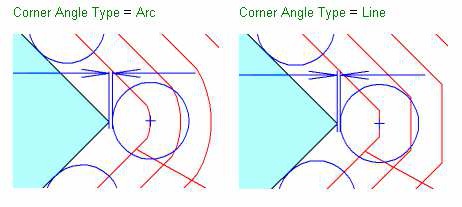
در استراتژیهای Pocket & Contour به علت اینکه مسیر حرکت ابزار به صورت مسیرهای موازی یا Offset شده از مرز انتخابی (Chain) میباشدحرکت ابزار در گوشه هایی که دارای زاویه میباشند به دو صورت خطی و قوسی میباشد.
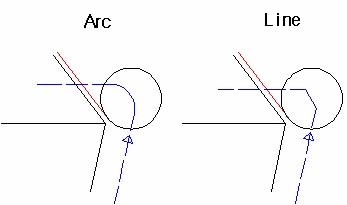
در این پارامتر ما میتوانیم با وارد کردن زاویه ای بین عدد 150-30 درجه مشخص کنیم که تا چه محدوده ای از زاویه حرکت ابزار در گوشه ها خطی باشد و یا به صورت منحنی حرکت نماید.
به عنوان مثال اگر ما در این پارامتر عدد 45 درجه را وارد نماییم و فیلد روبرویش را در حالت Arc قرار دهیم ابزار در گوشه هایی که زاویه ای کمتر از 45 درجه دارد به صورت منحنی حرکت می کند و در در زوایایی که بیشتر از 45 درجه است حرکت ابزار خطی می باشد.
Corner Clearance:
در این پارامتر ما می توانیم فاصله کمی را در نظر بگیریم که هنگامیکه ابزار در گوشه ها حرکت میکند از مرز دیواره فاصله داشته باشد.
Side Clearance:
در این فیلد عدد وارد شده مربوط به پارامتر CutterCompensation واقع در سر برگCut Control میباشد که توضیحات آن داده شده است.
Side Roughing Step Size:
این پارامتر مربوط است به فاصله بین پاسهای خشن کاری که مطلوب ترین اندازه این پارامتر حدود 80 درصد شعاع ابزار می باشد.
Side Finishing Step Size:
حالت Default فاصله بین پاسهای پرداخت کاری
Depth Roughing Step Size:
حالت Default عمق براده برداری در راستای محور Z در هر پاس خشن کاری
Depth Finishing Step Size:
حالت Default عمق براده برداری در راستای محور Z در هر پاس پرداخت کاری
چهار پارامتر فوق که توضیح داده شد حالت های Default است که Surfcam در نظر گرفته است و مربوط به پارامتر های On Side و InZ واقع در Cut Control می باشد.
Rapid Plane Clearance:
حالت Default اندازه ارتفاع در Rapid Plane در راستای محور Z
Plunge Clearance:
حالت Default مقدار Plunge Clearance واقع در Cut Control می باشد.
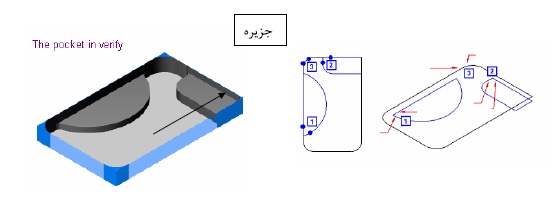
Path Island Depths:
این پارامتر مربوط به Pocket های خاص می باشد که در داخل Chain اصلی مسیرهایی به صورت جزیره می باشد که دارای گزینه های زیر می باشد:
Constant:
این گزینه از اینکه از روی جزیره ها براده برداری نماید جلوگیری می نماید
Multiple:
با انتخاب این گزینه می توانیم Pocket هایی را که دارای جزیره هایی با عمقهای مختلف می باشد را ایجاد نمود در اینجا باید به این نکته توجه نمود که Chain های مربوط به جزیره ها را در ارتفاع واقعی خود رسم نمود
Gouge Check:
مربوط به پارامترهای Leading&Out می باشد
شامل گزینه های زیر می باشد:
- Full : همه حرکتهای ابزار را شامل میشود حرکتهایی از قبیل حرکت Lead وحرکتPlunge
- Single : فقط حرکت Contour را شامل می شود
- Path Only: فقط حرکت Toolpath را شامل می شود
Depth Firest:
اگر عملیات Pocket ما شامل چند Pocket جداگانه بود در صورت تیک خوردگی این گزینه Surfcam تمامی عمق یکی از Pocket ها را ماشین کاری می نمود سپس به سراغ Pocket بعدی میرود.
Feed Between Rate:
گزینه مربوط به میزان سرعت پیشروی برای زمانی که ابزار یک پاس ماشین کاری را به اتمام رسانده و به نقطه شروع پاس بعدی میرود که شامل گزینه های زیر می باشد:
Feed :استفاده می کند از سرعت Feed Rate که در Tool Information تعیین گردیده است.
Plunge :استفاده می کند از سرعت Plunge که در Tool Information تعیین گردیده است. Rapid :حرکت سریع G00 می باشد
Finish Cut On:
این گزینه مربوط به زمانی می شود که در Pocket و Contour پاس Finishing هم قرار داده باشیم که شامل گزینه های زیر میباشد
Final Depths Only:
در آخرین عمق ماشین کاری پاس پرداخت انجام گردد.
All Depths:
در هر عمقی یک پاس پرداخت خواهیم داشت.