نرم افزار surfcam
اصول Pilot Hole در نرم افزار surfcam
اصول Pilot Hole در نرم افزار surfcam
در استراتژی های دو محوره و سه محوره برای خشن کاری حفره ها ابزار باید به طور عمودی در قطعه کار وارد شود. ورود عمودی ابزار به قطعه خام دارای محدودیت است. بیشترین محدودیت این روش مربوط به ابزار مورد استفاده در خشن کاری است که اغلب قابلیت نفوذ عمودی را ندارند. این محدودیت مخصوصا در ابزارهای بزرگتر بیشتر به چشم می خورد. برای استفاده از ابزارهایی که قابلیت نفوذ عمودی به داخل قطعه را ندارند، ابتدا سوراخی در محل ورود ابزار به قطعه بر روی قطعه خام ایجاد می گردد. برای این کار می توان از استراتژی Pilot Hole استفاده کرد.
Pilot Hole : استراتژی است که می تواند به طور هوشمند نقاط ورودی ابزار در استراتژی های قبلی را شناسایی کرده و سوراخی برای ورود ابزار به قطعه ایجاد نماید.
برای ایجاد استراتژی Pilot Hole در SurfCam از مسیر زیر استفاده می کنیم.
NC/2Axis/ Pilot Hole
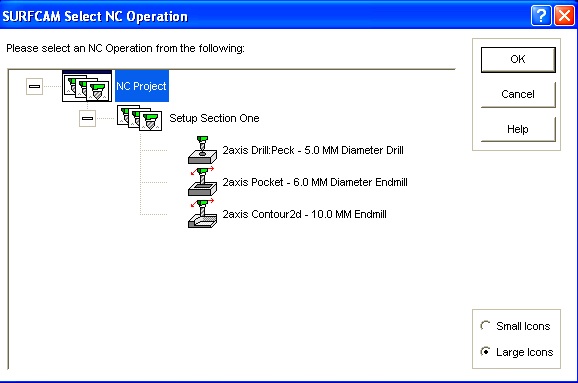
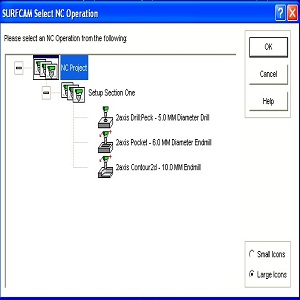
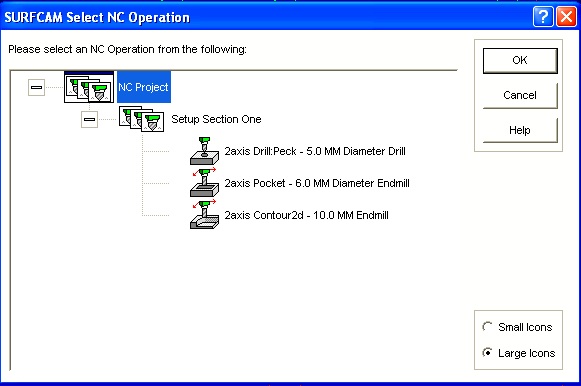
بعد از انتخاب این استراتژی کادر محاوره ای زیر باز میشود که کاربر باید یکی از عملیاتهای قبلی ایجاد شده را انتخاب کند ( در این کادر می بایست حتما استراتژیهای Pocket يا Z Rough انتخاب گردد.)
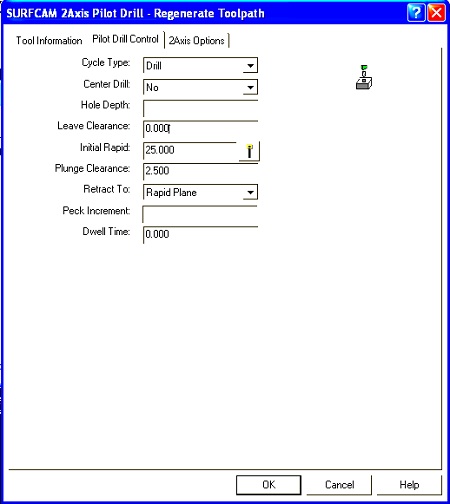
با انتخاب یکی از عملیاتهای قبلی ایجاد شده کادر زیر نمایان میشود که به جزء یکی از سر برگهای آن بقیه سربرگها با استراتژیهای دو محوره مشترک می باشد.
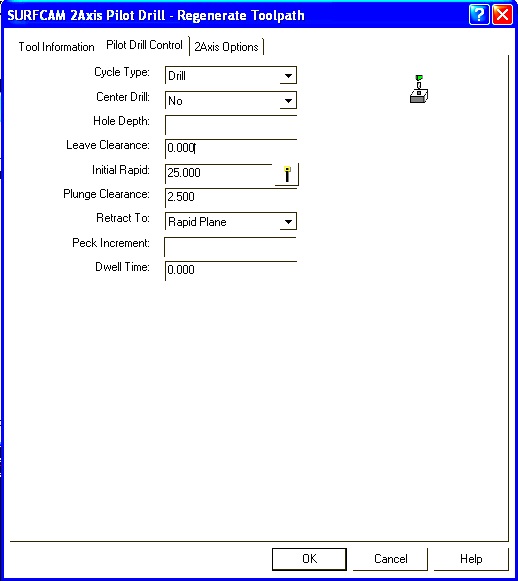
Cycle Type:
این پارامتر مشخص کننده نوع سیکل سوراخ کاری است که می تواند به یکی از دو صورت زیر باشد.
- Drill : در این روش تمام عمق سوراخ در یک مرحله ایجاد می گردد ( به صورت سیکل G81 ).
- Peck : در این روش عمق سوراخ در طی چند مرحله ایجاد می گردد ( به صورت سیکل G83 )
Center Drill:
در این پارامتر اگر گزینه No فعال باشد SurfCam به صورت اتوماتیک با توجه به استراتژی قبلی عمق سوراخ محاسبه می گردد. و اگر گزینه Yes فعال گردد کاربر می بایست عمق مورد نظر سوراخ را در قسمت Hole Depth وارد کند.
Leave Clearance:
این گزینه زمانی فعال می شود که گزینه Center Drill در حالت No قرار گرفته باشد و خواسته باشیم که عمق سوراخ تا انتها سوراخ کاری نگردد و مقداری از آن در انتها باقی بماند مقدار مورد نظر را در این قسمت وارد می کنیم.
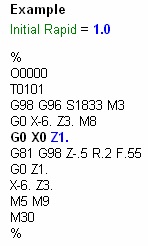
Initial Rapid:
صفحه ای از Z که ابزار برای سوراخ کاری تا آن ارتفاع با حرکت سریع ( G00 ) حرکت کرده و هنگامی که به صفحه Initial Rapid می رسد حرکت G01 می گردد و بعد از اتمام سیکل به همین صفحه که ارتفاعی در | جهت Z است بر می گردد.( به مثال زیر توجه کنید )
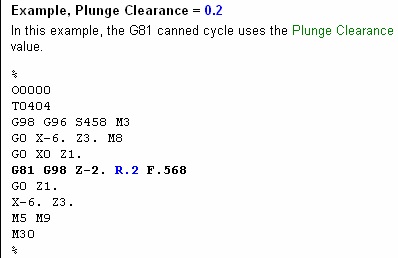
Plunge Clearance : ارتفاعی است که از این ارتفاع سیکل سوراخ کاری شروع می گردد
Retract To:
این پارامتر مشخص می کند که ابزار پس از پایان سیکل به کدام نقطه برگردد و دارای دو حالت زیر است.
1 – Rapid Plane :که همان حالت G98 است و مقدار آن همان اندازه Initial Rapid است
2- Plunge Clearance :که همان حالت G99 است و مقدار آن همان اندازه Plunge Clearance است.
Peck Increment:
زمانی این پارامتر روشن است که نوع سیکل سوراخ کاری Peck باشد و اندازه ای که در این پارامتر وارد می کنیم معرف عمق سوراخ کاری در هر مرحله است.
Dewll Time:
مدت زمان توقف ابزار در انتهای سوراخ کاری ( زمان مکث ) که بر حسب میلی ثانیه مشخص می گردد.
(G04 )
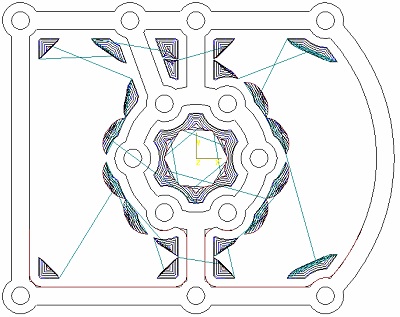
حال مثالی را که قبلا بر روی آن عملیات Pocket انجام شده است را مرور می نماییم و برای ایجاد سوراخهایی در نقاط ورود ابزار به داخل قطعه از استراتژی Pilot Hole استفاده می نماییم:
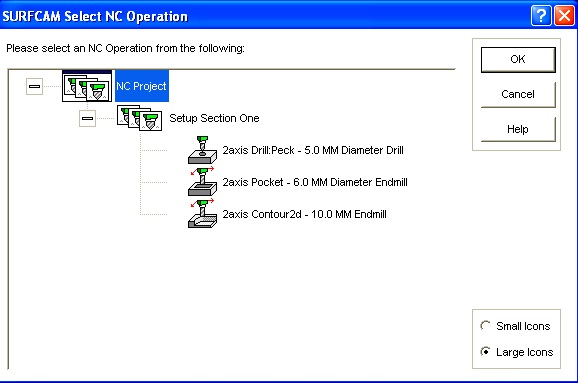
بعد از انتخاب استراتژی Pilot Hole از مسیر روبرو کادر Surfcam Select Nc Operation نمایان میگردد که باید یکی از استراتژی های قبلی انجام شده بر روی مدل را انتخاب نمود:
بعد از انتخاب یکی از عملیاتهای قبلی کادر زیر نمایان می گردد که چگونگی کامل کردن پارامتر های آن قبلا ذکر شده است :
در اینجا به این نکته باید توجه شود که ابزاری که برای این عملیات انتخاب می شود ابزار سوراخکاری باشد و همچنین قطر این ابزار باید از قطر ابزار عملیات بعدی بزرگتر باشد تا ابزار عملیات بعدی برای ورود به قطعه به راحتی وارد سوراخ ایجاد شده گردد.
بعد از کلیک بر روی OK وهمچنین تایید نهایی استراتژیری، سوراخکاری انجام می گردد.
Rest Material:
هنگامیکه یک عملیات Contour یا Pocket بر روی قطعه ای انجام شده است امکان دارد بعضی از منطقه ها و گوشه ها به طور کامل ماشینکاری نشده باشد وانحنا ها و گوشه های کاملا تیز ایجاد نشده باشد.
که یکی از مسائل مهم در استرا تژی های خشنکاری همین موضوع مواد باقی مانده یا Rest Material است . کلمه Rest کوتاه شده اصطلاح Remained Stock می باشد و به طور کلی عبارتست از جا هایی از ماده خام که بر اثر عدم تطابق شکل ابزار و قطعه کار به صورت ماشینکاری نشده باقی می ماند. در Surfcam ماژولی پیش بینی شده است که نواحی Rest را شناسایی کند. فایده این کار این است که پس از یک مرحله خشنکاری در مرحله بعد می توان عملیات ماشینکاری را فقط برای نواحی شناسایی شده انجام داد. آزمایشات در این زمینه نشان داده است که این کار نه تنها زمان ماشینکاری را تا یک سوم کاهش میدهد بلکه فرسایش ابزار را به شدت کاهش میدهد.
توجه : برای بالا بردن سطح بهره وری عملیات ماشینکاری، همیشه در خشن کاری از بزرگترین ابزار ممکن استفاده کنید و در حد امکان از RestMateria استفاده کنید.
برای ایجاد استراتژی Rest Material در Surf Cam از مسیر روبرو پیروی میکنیم :
NC/2Axis/Rest Material
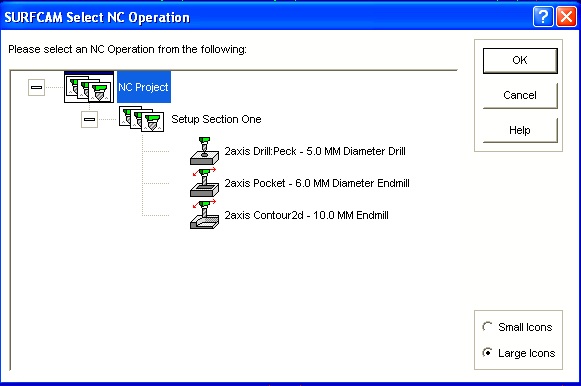
بعد از انتخاب این استراتژی کادر محاوره ای زیر باز میشود که کاربر باید یکی از عملیاتهای قبلی ایجاد شده را انتخاب کند:
با انتخاب یکی از عملیاتهای قبلی ایجاد شده (عملیاتهای Pocket یا Contour ) کادر زیر نمایان میشود که به جزء یکی از سر برگهای آن بقیه سربرگها با استراتژیهای Pocket&Contour مشترک می باشد
توجه : در Rest Material حتما باید قطر ابزار کوچکتر از قطر ابزار استراتژی قبلی باشد
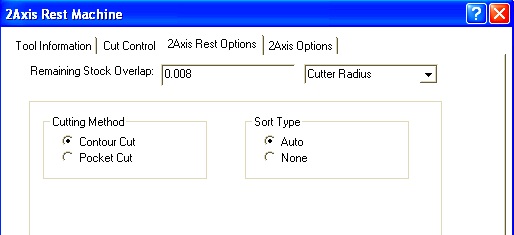
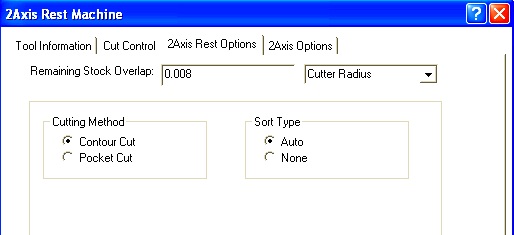
در قسمت 2Axis Rest Options سه پارامتر زیر باید تنظیم شود:
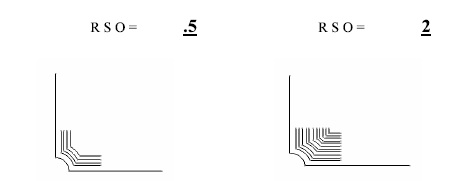
RS O) Rampining stock overlap ):
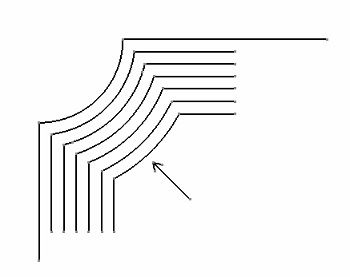
در این استراتژی ابزار به قسمتهایی از قطعه کار که در استراتژی قبلی ماشینکاری نشده است رفته و مقدار بار باقیمانده را ماشینکاری می کند عددی که در این فیلد وارد میکنیم فاصله ایست که ابزار از مرز های انتخابی ما به داخل حرکت کرده و همه بار باقیمانده را ماشین کاری می کند و برای رسیدن به دقت بالا و مطمئن شدن از اینکه تمامی بار باقیمانده ماشینکاری می شود یک مقدار کوچک مثبت وارد کرده تا ابزار بارعایت این عدد فاصله به سمت مرز حرکت کرده و ماشینکاری نماید.
Cutting Method:
ابزار در هر دو روش زیر مواد باقی مانده در یک منطقه را کاملا بر داشته سپس به منطقه دیگر حرکت کرده و براده برداری می کند.
که شامل دو گزینه Contour Cut و Pocket Cut میباشد :
Contour Cut -1:
در این روش ابزار مواد باقی مانده را از سمت بیرون شروع به ماشینکاری نموده و به سمت داخل منطقه حرکت می کند و ماشینکاری را به اتمام می رساند Surfcam استفاده از این روش را مقدم برروش بعدی می داند (مشابه استراتزی Contour)
Pocket Cut – 2:
در این روش ابزار مواد باقی مانده را از مرکز منطقه شروع به ماشینکاری نموده و به سمت بیرون حر کت می نماید (مشابه استراتزی Pocket )
Sort Type:
که شامل دو گزینه Auto و None میباشد :
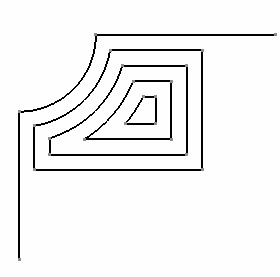
حال مثالی را که قبلا بر روی آن عملیاتهایPocket , Contour انجام شده است و مقداری از مواد در بعضی از منطقه های آن باقی مانده است را با هم مرور می نماییم:
بعد از انتخاب استراتژی Rest Material از مسیر روبرو کادر Surfcam Select Nc Operation نمایان میگردد که باید یکی از استراتژی های قبلی انجام شده بر روی مدل را انتخاب نمود:
Nc/2Axis/Rest Material
بعد از انتخاب یکی از عملیاتهای قبلی کادر زیر نمایان می گردد که چگونگی کامل کردن پارامتر های آن قبلا ذکر شده است :
بعد از کلیک بر روی OK وهمچنین تایید نهایی استراتژیری، مسیرهای ماشینکاری ( Toolpath ) شده قسمتهای باقی مانده توسط نرم افزار نمایش داده میشود